Кромкооблицовочный станок MD 535
Задать вопрос
Выпуск: 2013 г.
Б/У







Предназначен для облицовывания прямолинейных и криволинейных заготовок рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм. Подача кромки осуществляется в автоматическом режиме.
Оснащение:
Рабочие агрегаты:
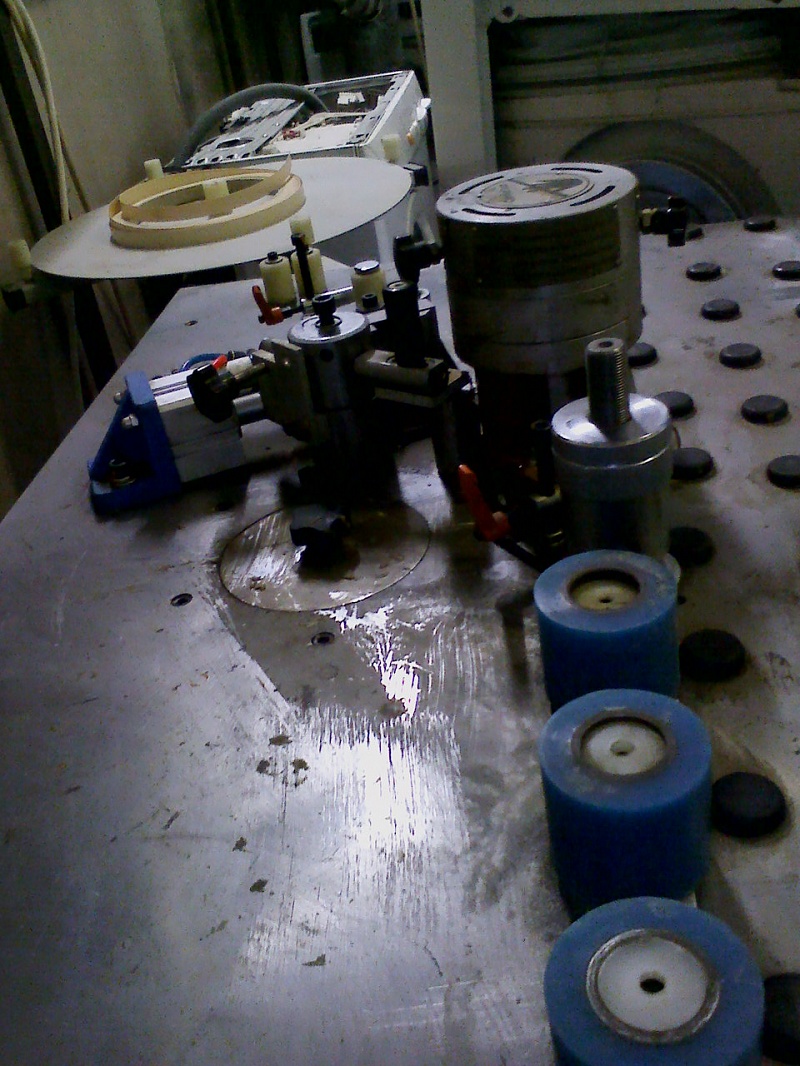
- Клеевой узел
Станок оснащен двумя клеенаносящими валами большого диаметра, что позволяет перерабатывать любые марки клея, обеспечивает наилучшее приклеивание кромки. Стабильно наносит клей расплав на деталь/кромку больших толщин длинных заготовок. Один вал наносит клей на деталь (прямолинейная накатка), второй вал на кромку (криволинейная накатка);
Кеевая ванна имеет нижнее расположение. Исключено попадание клея на рабочий стол и агрегаты станка;
Быстрый прогрев/выход на режим;
Простая и удобная регулировка толщины нанесения клея.
- Канал подачи кромки
Не требуется настройка на толщину кромки. Оснащен роликом подачи, срабатывающим от концевого выключателя. Регулировка производится только по высоте кромочного материала.
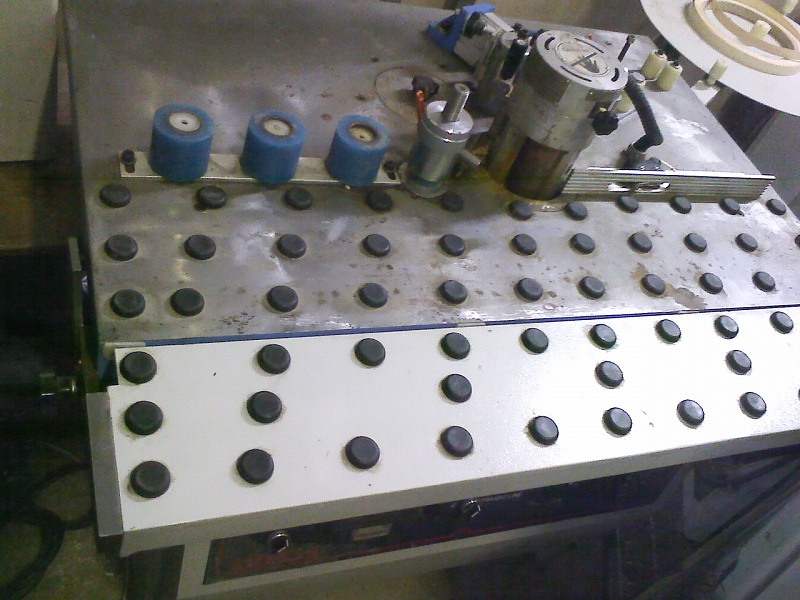
- Пассивные ролики
Зона прижима состоит из одного приводного и трех пассивных роликов. Скорость приводного ролика плавно регулируется 0-10 м/мин.
Пассивные ролики быстро снимаются в случае работы с криволинейными заготовками. Минимальный радиус приклеивания 20 мм.
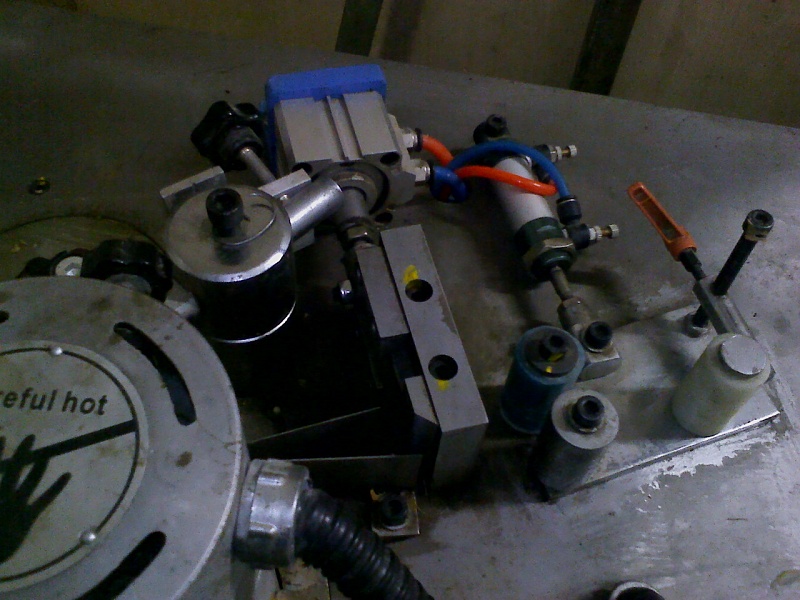
- Узел предварительной обрезки кромки из рулона (гильотина)
Управление гильотинным ножом происходит автоматически с помощью концевого выключателя для прямолинейных деталей и педали для криволинейных деталей (при нажатии на педаль – кромка подается, при снятии ноги с педали производится обрезка). Счетчик длины используют на серийных заготовках с одинаковой длиной.
- Пульт управления
Пульт управления находится на передней панели станка. Удобно управлять всеми функциями станка.
Смена режима обработки с криволинейных деталей на прямолинейные, а так же включение режима рубки по счетчику длины осуществляется с помощью переключателя.
- Блок подготовки воздуха
Состоит из редуктора давления в пневмосистеме, влагоотделителя, маслораспылителя.
Блок подготовки воздуха обеспечивает стабильную работу всей системы и узлов пневмосистемы станка, предохраняет элементы системы от закисания.
Характеристики
| Толщина кромочного материала, мм | 0,4-3 |
| Толщина детали, мм | 10-55 |
| Скорость подачи, м/мин | 0-10 |
| Длина обрабатываемой детали (мин.), мм | 170 |
| Ширина обрабатываемой детали (мин.), мм | 50 |
| Общая мощность, кВт | 2,57 |
| Питающее напряжение (3 фазы), В | 380 |
| Давление воздуха в системе, МПа | 0,6 |
| Габаритные размеры, мм | 1600х965х1150 |
| Вес, кг | 180 |
Дополнительное описание
Оснащение:
- Скорость подачи с плавной регулировкой 0-10 м/мин;
- Бачок для клея-расплава с электронным блоком контроля температуры;
- Два вала клеенанесения;
- Клеевая ванна снизу;
- Регулировка количества наносимого клея на обоих валах;
- Гильотина предварительной резки кромочного материала;
- Ролики для прямолинейной накатки быстросъемные, установлены на единой пластине;
- Размотчик подачи рулонного кромочного материала;
- Функция рубки кромки по счетчику длины;
- Пульт управления на передней панели станка;
- Регулятор давления в пневмосистеме, маслораспылитель.
Рабочие агрегаты:
- Клеевой узел
Станок оснащен двумя клеенаносящими валами большого диаметра, что позволяет перерабатывать любые марки клея, обеспечивает наилучшее приклеивание кромки. Стабильно наносит клей расплав на деталь/кромку больших толщин длинных заготовок. Один вал наносит клей на деталь (прямолинейная накатка), второй вал на кромку (криволинейная накатка);
Кеевая ванна имеет нижнее расположение. Исключено попадание клея на рабочий стол и агрегаты станка;
Быстрый прогрев/выход на режим;
Простая и удобная регулировка толщины нанесения клея.
- Канал подачи кромки
Не требуется настройка на толщину кромки. Оснащен роликом подачи, срабатывающим от концевого выключателя. Регулировка производится только по высоте кромочного материала.
- Пассивные ролики
Зона прижима состоит из одного приводного и трех пассивных роликов. Скорость приводного ролика плавно регулируется 0-10 м/мин.
Пассивные ролики быстро снимаются в случае работы с криволинейными заготовками. Минимальный радиус приклеивания 20 мм.
- Узел предварительной обрезки кромки из рулона (гильотина)
Управление гильотинным ножом происходит автоматически с помощью концевого выключателя для прямолинейных деталей и педали для криволинейных деталей (при нажатии на педаль – кромка подается, при снятии ноги с педали производится обрезка). Счетчик длины используют на серийных заготовках с одинаковой длиной.
- Пульт управления
Пульт управления находится на передней панели станка. Удобно управлять всеми функциями станка.
Смена режима обработки с криволинейных деталей на прямолинейные, а так же включение режима рубки по счетчику длины осуществляется с помощью переключателя.
- Блок подготовки воздуха
Состоит из редуктора давления в пневмосистеме, влагоотделителя, маслораспылителя.
Блок подготовки воздуха обеспечивает стабильную работу всей системы и узлов пневмосистемы станка, предохраняет элементы системы от закисания.