Кромкооблицовочный станок ALTESA Advantage 5000F TWIN
Задать вопрос



Характеристики
| Скорость подачи, м/мин. | 0-23 |
| Толщина кромки, мм | 0,4-3 |
| Толщина обрабатываемых деталей, мм | 8-60 |
| Минимальная длина заготовки, мм | 100 |
| Минимальная ширина заготовки, мм | 60 |
| Давление в пневмосистеме, МПа | 0,7 |
| Габариты станка, мм | 5000×1000×1600 |
| ЭЛЕКТРИЧЕСКАЯ ЧАСТЬ: | |
| Узел предварительной фрезеровки | 2 х 2,2 кВт; 12 000 об/мин. |
| Узел финишной торцовки | 2 х 0,37 кВт; 12 000 об/мин. |
| Узел радиусного фрезерования свесов | 2 х 0,55 кВт; 18 000 об/мин. |
| Узел полировки | 2 х 0,37 кВт; 1 400 об/мин. |
| ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ: | |
| Частотный преобразователь для каждого узла | Да |
| Система диагностики ошибок | Да |
| Освещение в защитной кабине | Да |
| Пневматическая шторка на клеенаносящем узле | Да |
| Шток дозатор подачи деталей | Да |
| Защитный концевой выключатель на высоту детали | Да |
| Центральная смазка направляющей торцовочного узла | Да |
| Тип фрез узла прифуговки | Алмазные |
| Обдув детали после предварительной фрезеровки | Да |
| Клеевая ванна с антипригарным покрытием | Да |
| Электронный амперметр на дисплее | Да |
| Система нанесения разделительной и очистительной жидкости | Да |
Дополнительное описание
- Два узла нанесения кромочного материала
- TOUCH SCREEN дисплей
- Электронное управление траверсой по толщине изделия
- Контроль минимального расстояния между деталями
- Фрезерный и торцовочный узел имеют по два высокоскоростных двигателя
- Узел прифуговки оснащается алмазным инструментом
- Клеевые ванны имеют специальное антипригарное покрытие
- Линейные подшипники торцовочного узла смазываются из централизованного дозатора
- Контроль и защита от превышения толщины изделия
- Ножи радиусного циклёвочного узла имеют двустороннее исполнение
- Чистовая обработка клеевого шва прямолинейными циклями
- Узел полировки для финишной обработки кромочного материала
 |
ПУЛЬТ УПРАВЛЕНИЯ Автоматический кромкооблицовочный станок ALTESA Advantage 5000F TWIN оснащён пультом управления с Touch дисплеем SIEMENS. Пульт располагается на подвесной стойке, которая даёт возможность оператору позиционировать его в удобном для себя положении. |
 |
ИНТЕРФЕЙС Пульт управления оснащён интуитивно понятным интерфейсом, который разработан специально для данного оборудования. Интерфейс пульта позволяет:· Регулировать скорость подачи транспортёрной ленты · Производить учёт длины наклеенного кромочного материала · Производить диагностику и сброс ошибок оборудования · Производить активацию нагрева клеевой ванны · Производить установку температуры клеевой ванны · Позиционировать прижимную траверсу по толщине изделий · Производить корректировку параметров работы оборудования |
 |
ЭЛЕКТРИЧЕСКИЙ ПРИВОД ТРАВЕРСЫ Позиционирование прижимной траверсы, в зависимости от толщины детали, осуществляется с помощью электропривода, который активируется с пульта управления. Данная функция позволяет быстро и без особых усилий перенастроить станок на необходимую толщину детали. |
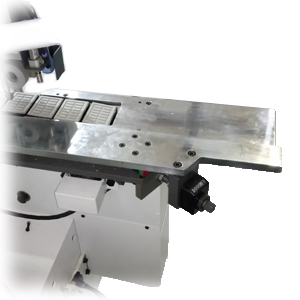 |
РЕГУЛИРУЕМАЯ НАПРАВЛЯЮЩАЯ Упорная позиционирующая направляющая планка служит для базирования изделий и установки величины съёма узлом прифуговки. Оснащена:
|
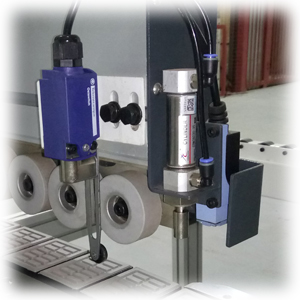 |
СИСТЕМА ОГРАНИЧЕНИЯ В точке подачи изделия в станок установлено две системы ограничения:· Ограничение по расстоянию- производит контроль минимального расстояния между деталями. · Ограничение по высоте- производит контроль и защиту от превышения толщины изделия подаваемого в оборудование. Данные функции позволяют предотвратить выход из строя рабочих узлов и механизмов в результате человеческого фактора. |
 |
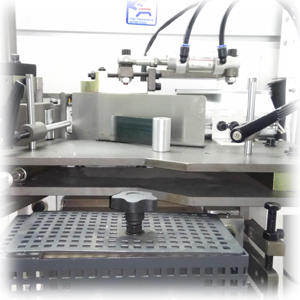
СИСТЕМА ПОДАЧИ Система подачи состоит из двух основных частей:· Цепной транспортёр движется по двум направляющим и имеет прорезиненные башмаки. · Прижимная траверса имеет два ряда гладких прорезиненных роликов, которые расположены друг относительно друга в шахматном порядке. Всё это позволяет производить подачу изделия без смещений по всей линии обработки. |
 |
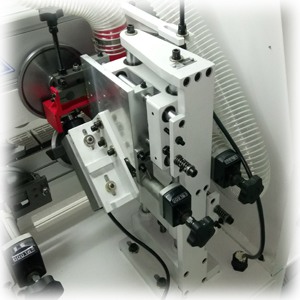
УЗЕЛ ПРИФУГОВКИ Фрезеровка торцевой стороны листового материала необходима для устранения сколов, появившихся в процессе обработки изделия на форматно-раскроечном оборудовании. Узел прифуговки оснащается алмазным инструментом компании LEUCO (Германия) и позволяет обрабатывать изделия высотой до 50 мм. Для защиты клеевого узла от пыли и мусора создаваемого обрабатываемой деталью, узел прифуговки оснащён щётками и функцией обдува торца изделия. |
 |
РЕГУЛИРОВКА УЗЛА ПРИФУГОВКИ Каждая фреза прифуговочного узла имеет собственную настройку величины съёма материала по индивидуальным счётчикам. А так же общую настройку фрезерной группы по высоте, которая имеет механический цифровой счётчик. |
 |
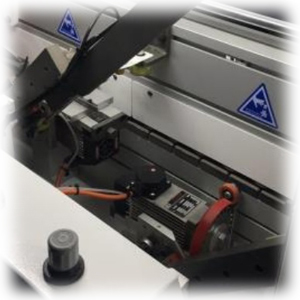
КЛЕЕВЫЕ ВАННЫ · Клеевой вал имеет специальный протектор, который позволяет равномерно и качественно наносить клеевой состав на изделие.· Функция точной дозировки наносимого клеевого слоя. · Функция пневматической защиты клеевого вала от «проглатывания мусора», которая дезактивируется в момент прохода изделия по клеевому валу. · Специальное антипригарное покрытие. |
 |
ДВА УЗЛА ДЛЯ НАНЕСЕНИЯ КРОМОЧНОГО МАТЕРИАЛА Подача кромочного материала в зону контакта с изделием производится посредством двух роликов подачи, один из которых имеет специальный противоскользящий протектор. Система имеет два способа подачи кромочного материала, которые переключаются с пульта управления:· Для тонкой кромки · Для толстой кромки Для точного позиционирования кромочного материала предусмотрены: · Ограничители высоты кромочного материала · Натяжитель кромочного материала |
 |
УЛУЧШЕННАЯ КОНСТРУКЦИЯ БАЗИРУЮЩИХ ПЛИТ Модернизированная конструкция базовой плоскости, позволяет избежать тепловой деформации кромочного материала при непродолжительной паузе в работе. Двойная плита с воздушной прослойкой:· Усиливает базирующие свойства кромочного материала · Защищает кромочный материал от термического воздействия, который исходит от клеевой ванны |
 |
ДВА УЗЛА ПРИКАТКИ КРОМОЧНОГО МАТЕРИАЛА Две прижимные группы имеют металлические ролики с пневматическим усилием прижатия, которые обладают более мягким и равномерным воздействием на кромочный материал. Прижимные ролики имеют два контура управления усилием пневматического прижима:· Основной - для большого приводного ролика. · Вспомогательный - для малых не приводных роликов. Вспомогательные ролики имеют разнонаправленный конус для равномерного прижатия кромочного материала, а также выполнены из качественной стали для лучшей теплоотдачи. |
 |
ТОРЦОВОЧНЫЙ УЗЕЛ Состоит из двух торцовочных блоков перемещающихся на линейных подшипниках по разнесённым призматическим направляющим. Узел способен работать с высокой точностью на скорости подачи изделия до 23 м/мин. Каждый торцовочный блок имеет высокоскоростной привод TEKNOMOTOR мощностью 0,35 кВт и частотой вращения 12000 об/мин. Для предотвращения деформации края изделия, копиры торцовочного узла имеют прорезиненные ролики. |
 |
ДОЗАТОР СМАЗКИ Линейные подшипники торцовочного узла имеют дистанционную подачу смазочного материала из централизованного дозатора. По специальным каналам, смазка поступает в линейные подшипники торцовочного узла, что значительно облегчает процесс обслуживания оборудования без специального инструмента. |
 |
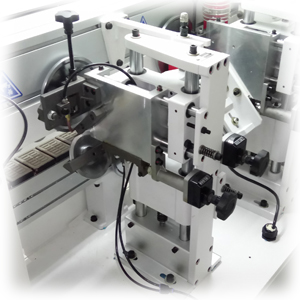
УЗЕЛ РАДИУСНОЙ ФРЕЗЕРОВКИ СВЕСОВ Узел имеет горизонтальные и вертикальные дисковые копиры диаметром 180 мм, которые мягко реагируют на контуры изделия. Оснащён двумя высокоскоростными приводами TEKNOMOTOR по 0,55 кВт и частотой вращения 18000 об/мин. Фрезерный узел имеет независимое расположение блоков на станине и способен обрабатывать кромочный материал от 0,4 до 3 мм. Настройка фрезерных блоков на толщину кромки производится по механическим цифровым счётчикам за ≈40 сек. Независимое позиционирование верхнего и нижнего привода фрезерного узла под угол от 0 до 35⁰.
|
 |
УЗЕЛ РАДИУСНОЙ ЦИКЛИ Узел имеет горизонтальные и вертикальные дисковые копиры диаметром 180 мм, которые мягко реагируют на контуры изделия. Циклёвочные ножи имеют двустороннее исполнение.
|
 |
УЗЕЛ ПЛОСКОЙ ЦИКЛИ В автоматическом режиме выполняет функцию чистовой обработки клеевого шва от излишков клея с помощью скребковых ножей. Для мягкой работы циклёвочных блоков используется по три копира:· Входной копир для предварительного позиционирования блока. · Рабочий копир для точного позиционирования блока. · Сопроводительный копир для корректного завершения процесса обработки. Активация данного узла в рабочее положение осуществляется с пульта управления. |
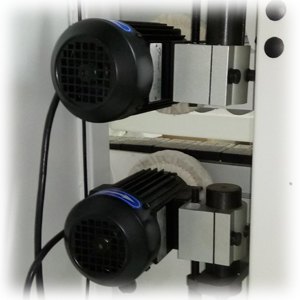 |
УЗЕЛ ПОЛИРОВКИ Независимая регулировка приводов, мощностью 0,37 кВт и частотой вращения 1400 об/мин., позволяет установить необходимый угол и высоту для оптимальной финишной обработки. |
 |
БЛОК ПОДГОТОВКИ СЖАТОГО ВОЗДУХА Служит для защиты пневматической системы оборудования от попадания влаги в подаваемом воздухе и обслуживания пневматических элементов посредством подачи специальной смазки. Блок подготовки воздуха состоит из:· Регулятора давления сжатого воздуха · Влагоотделителя с системой сброса · Регулируемого лубрикатора |
 |
ДИСТАНЦИОННАЯ АКТИВАЦИЯ ТРАНСПОРТЁРНОЙ ЛЕНТЫ Для удобства настройки основных узлов оборудования используется клавиша дистанционной активации или деактивации подачи транспортёрной ленты. |
- Цельносварная станина высокой прочности из стальных профилей и листов обеспечивает отсутствие вибрации.
- Траверса изготовлена из многогранного алюминиевого профиля на металлических направляющих. Два ряда обрезиненных роликов смонтированы на подшипниках. Настройка толщины изделия осуществляется электроприводом с цифровым индикатором на дисплее управления.
- Защитная крышка герметично закрывается по всей длине оборудования для улучшенного шумоподавления. Смотровые окна из поликарбонатового материала служат для визуального отслеживания процесса обработки изделий.
- Патрубки аспирации рабочих узлов расположены в верхней части оборудования.
- Поддерживающее устройство с роликами расположено по всей длине оборудования и параллельно подающему транспортеру. Пластиковые ролики поддерживающего устройства имеют стальные шарниры, а для исключений механических повреждений изделий, на входе и выходе установлены обрезиненные ролики увеличенного диаметра.