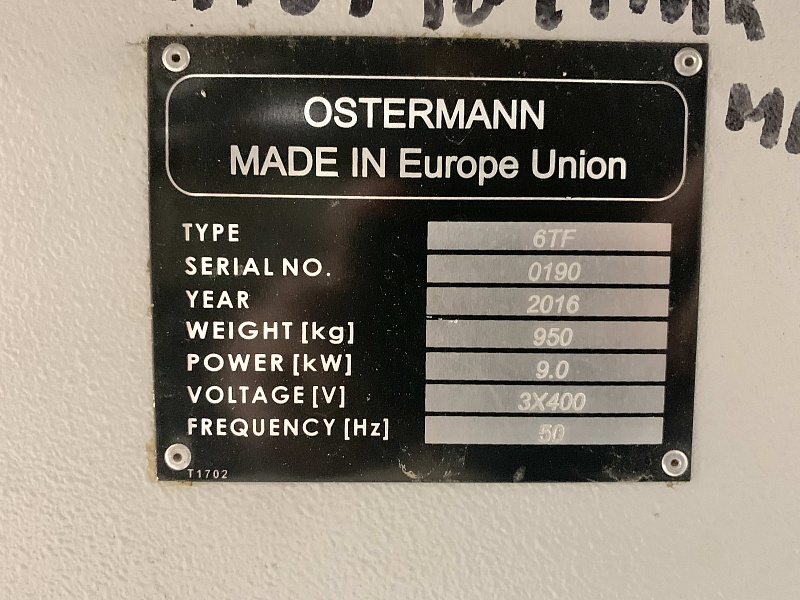
Автоматический кромкооблицовочный станок OSTERMANN 6TF
Задать вопрос
Выпуск: 2016 г.
Б/У
650 000 руб.

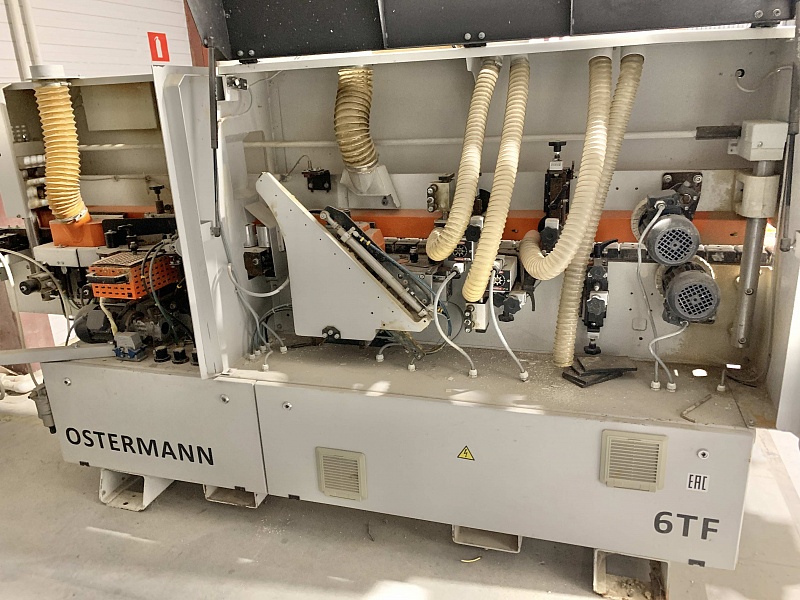





Станок предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм.
- Узел предварительного фрезерования
- Клеевой узел
- Пресс группа
- Узел 2-х моторной торцовки
- Узел фрезерования свесов
- Узел радиусной циклевки
- Полировальный узел
Характеристики
| Толщина кромочного материала, мм | 0,4 - 3 |
| Толщина детали, мм | 8 - 45 |
| Габариты детали (мин.), мм | 100 х 100 |
| Узел предварительного фрезерования: | |
| Параметры фрез, мм | Ø 60 х Ø 20 х H48 |
| Мощность двигателя фрезерования, кВт | 1,1; 0,75 |
| Частота вращения фрез, об/мин. | 12 000 |
| Узел 2-х моторной торцовки: | |
| Размер пил, мм | Ø80 х 30 |
| Мощность двигателей торцовки, кВт | 2 х 0,22 |
| Обороты пил, об/мин. | 12 000 |
| Узел фрезерования свесов: | |
| Фрезы узла снятия свесов кромки, мм | Ø 75; Z4 |
| Мощность двигателей, кВт | 2 х 0,55 |
| Обороты, об/мин. | 12 000 |
| Узел радиусной циклевки: | |
| Радиус инструмента, мм | R2 |
| Пластины узла снятия радиусной цикли, мм | B16 x H17,5 x S2 R2 |
| Полировальный узел: | |
| Мощность двигателей полировки, кВт | 2 х 0,22 |
| Обороты двигателя, об/мин | 1400 |
| Диаметр кругов, мм | 125 / 25 |
| Аспирация: | |
| Диаметр воздуховодов, мм | 100 x 2; 120 x 2 |
| Количество, шт. | 4 |
| Производительность, м³/ч | 4000 |
| Пневматика: | |
| Требуемое давление, Бар | 6,5 |
| Расход воздуха, л/мин | 120 |
| Производительность компрессора, л/мин | 450 |
| Напряжение, В | 380 |
| Общая мощность, кВт | 5,36 |
| Габаритные размеры, мм | 4049х1439х1686 |
| Вес, кг | 950 |
Дополнительное описание
Конструктивные особенности.
На входе детали установлен датчик, который фиксирует начало и конец детали и с помощью энкодера, установленного на валу транспортера, с высокой точностью определяет, в какой момент времени должен срабатывать каждый узел станка.
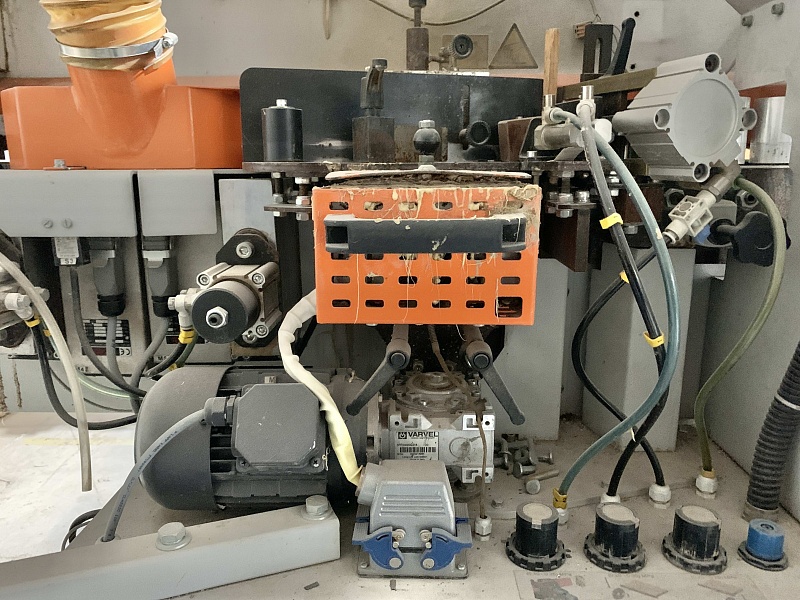
Деталь подается цепным конвейером с обрезиненными башмаками. Ширина башмаков 73 мм. Привод-мотор-редуктор 2,2 кВт VARVEL.
Башмаки 73 мм и резиновые прижимные ролики Ø70 – надежная фиксация как заготовок минимальных размеров (100 х 100), так и крупногабаритных толщиной до 60 мм.
Цифровой индикатор толщины детали на месте подачи – исключение ошибки оператора.
Торцевой многоступенчатый копир, установленный на фрезерном и циклевальном агрегатах гарантирует превосходное качество и идеальную точность фрезерования свесов и радиусной циклевки, а также отсутствие следов на деликатных кромках (3D, глянец, белые кромки).
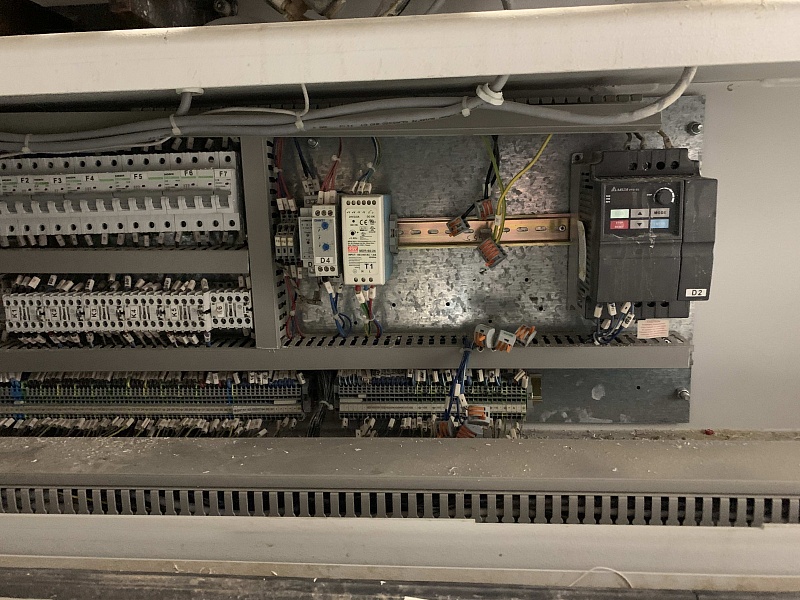
Электрические компоненты станка находятся в специальном корпусе, что гарантирует защиту от пыли и отходов производства, при этом обеспечивает удобный доступ ко всем элементам.
В станке установлено реле контроля фаз предназначенное для защиты нагрузки, подключаемой к трехфазной сети, защиты от повышения или понижения напряжения любого количества фаз и от нарушения порядка их чередования.
Защита двигателей от перегрузок осуществляется при помощи встроенных термоконтактов.
Комплектация.
Панель управления:
- Управление осуществляется с помощью пульта фирмы Unitronics;
- Экран дисплея отображает настройки и рабочие параметры: температуру клея, индикацию работы узлов станка;
- Простое и понятное включение всех узлов станка;
- Количество обработанных деталей, количество отработанных часов – полная производственная статистика без дополнительных трудозатрат;
- В случае неисправности на дисплее появляется описание неисправности с указанием агрегата и детали – быстрота устранения неисправностей, минимальное время простоя станка.
Узел предварительного фрезерования:
- Узел прифуговки состоит из двух высокочастотных двигателей 12 000 об/мин, 2 х 1,1 кВт TEKNOMOTOR.
- Алмазные фрезы PCD CUTTER Ø60 x Ø20 x h48, Z3+3 BUP.
- Удаление сколов после раскроя и ступеньки от подрезной пилы обеспечивает идеальную геометрию заготовки для высококачественного приклеивания кромки.
- Настройка узла производится с помощью счетчиков, что обеспечивает точность и простоту перенастройки.
- Максимальная обработка до 3 мм.
- Возможность отключения узла и работа без него.
- Защитный кожух с аспирацией и обдув торца заготовки после фрезерования исключает попадание отходов фрезерования в зону наклейки кромки.
Клеевой узел:
Быстросменный клеевой с бачок с тефлоновым покрытием объемом 2 л. для клея EVA имеет нижнее расположение относительно клеенаносящего вала.
- Время смены бачка 2 мин. позволяет использовать клей разного цвета;
- Отсутствие нагара обеспечивает высокое качество наклейки кромки;
- Винтовая точная настройка количества клея гарантирует аккуратный клеевой шов;
- Время нагрева клея 15 мин сокращает до минимума время от включения станка до начала работы;
- Электронный контроль температуры в клеевом бачке и на клеенаносящем ролике обеспечивает идеальные условия нанесения клея;
- Автоматическое понижение температуры клея на 50 °C при перерывах в работе более 15 мин позволяет сохранить качества клея;
- Опорный копир перед клеенаносящим валом предохраняет заготовки от удара и повреждения торца о вал.
Пресс-группа:
Зона прижима из трех роликов. Первый ролик большого диаметра приводной, второй и третий – допрессовочные конусные свободного вращения.
- Настройка узла производится с помощью счетчика, что обеспечивает точность и простоту перенастройки;
- Антистатическое покрытие роликов гарантирует чистую поверхность кромочного материала и равномерный прижим кромки;
- Коническая форма второго и третьего роликов обеспечивает качественную приклейку кромки даже без предварительного фрезерования.
Торцовочный агрегат:
- Два промышленных двигателя (12 000 об/мин), 2 x 0,22 кВт TEKNOMOTOR;
- Две пилы Ø110 х Ø32, Z = 30 BUP;
- Возможность поворота пил 0 - 15° позволяет быстро настроить узел для качественной торцовки любого типа кромки;
- Пилы перемещаются по одной призматической направляющей, каждая пила отрезает припуск только с одной стороны, что гарантирует надежность и стабильность работы в течение всего срока эксплуатации;
- Торцовка оснащена системой аспирации, которая обеспечивает долговечность и стабильность работы системы.
Узел фрезерования свесов:
- Два промышленных двигателя (12 000 об/мин) 2 х 0,55 кВт TEKNOMOTOR;
- Фрезы сборные 4 ножа Ø75; Z = 4; R2 BUP. Ножи с двухсторонней режущей кромкой;
- Мощность двигателей 0,55 кВт – фрезеровка кромки с припуском более 2 мм;
- Настройка узла производится с помощью счетчиков, что обеспечивает точность и простоту перенастройки;
- Круглые копиры большого диаметра Ø180 мм исключают повреждение любой облицованной поверхности.
Узел радиусной цикли:
Узел финишной обработки кромки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла.
- Копиры Ø80 мм на минимальном расстоянии от края детали не оставляют следов на глянцевых поверхностях;
- Настройка узла производится с помощью счетчиков, что обеспечивает точность и простоту перенастройки;
- Система аспирации. Стружка с циклевочного узла попадает в накопитель, что исключает возможность попадания стружки под копиры;
- Линейные направляющие PMI обеспечивают точный и равномерный съем стружки по всей длине детали.
Полировка:
Полировка необходима для финишной обработки кромки. Полирующий агрегат – два двигателя, два полирующих диска, частота вращения 1400 об/мин, мощность 2 х 0,18 кВт.
- Придает блеск обработанной поверхности, очищает от загрязнений;
- Восстановление цвет после циклевочного узла;
- Притупление острого края у тонкой кромки;
- Шарнирная настройка позволяет устанавливать полировальный диск в любой плоскости для более полной обработки кромки.