Кромкооблицовочный станок Holz-Her Sprint 1310
Задать вопрос




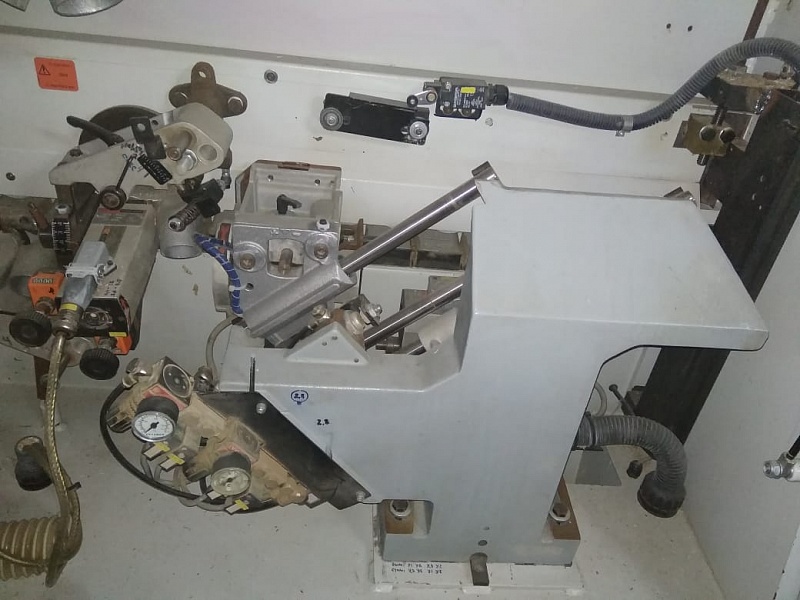






На кромкооблицовочном станке SPRINT 1310 картриджная система нанесения клея.
Станки с клеевой станцией данного типа обладают целым рядом неоспоримых преимуществ, по сравнению со стандартной системой клеевого вальца.
Характеристики
| Толщина кромочного материала, мм | 0,4 - 3 |
| Макс. высота кромочного материала, мм | 51 |
| Толщина заготовки, мм | 6 - 45 |
| Макс. свес кромки с каждой стороны, мм | 3 |
| Скорость подачи, м/мин | 11 |
| Мин. ширина заготовки, мм | 60 |
| Мин. длина заготовки, мм | 180 |
| Вес, кг | 865 |
Дополнительное описание
Технологические узлы:
- Кромочный магазин
- Блок нанесения клея (картридж)
- Прижимной блок
- Торцовочный агрегат
- Многофункциональный фрезерный агрегат
- Циклевочный агрегат
- Полировальный агрегат
1. Клей подается через систему форсунок на торец заготовки под давлением, что способствует более эффективному заполнению трещин, неровностей и пор в плитном материале, повышая качество склейки.
2. Отсутствие клеенаносящего вальца и клеевой ванны исключает попадание в клей мусора, оставшегося на торце детали после раскроя. На протяжении всей смены подается только "свежий клей", с неизмененными от перегрева и посторонних включений, свойствами. Исключаются пригары и накипи.
3. Закрытость системы сводит к минимуму попадание в атмосферу цеха вредных испарений.
4. Время прогрева клеевой станции составляет 3-3.5 мин., против 20-30 мин. на станции с клеевым баком. Плавится только необходимое количество клея.
5. Простое техническое устройство клеенаносящего узла повышает его отказоустойчивость и ремонтоспособность.
6. Картриджная система подачи клея позволяет регулировать высоту нанесения точно в соответствии с толщиной плитного материала, что исключает стекание клея на пласть заготовки, повышая качество клеевого шва и, следовательно, товарный вид готового изделия.
7. Для смены цвета клея не требуется остановка производственного цикла c целью очистки клеевой ванны. Достаточно удалить картридж из клеевого цилиндра и вставить картридж с новым цветом.
8. Значительно меньшая мощность нагревательного элемента и быстрота прогрева дают экономию электроэнергии на 80-90%.
9. При наличии данной системы можно без значимых затрат времени использовать два типа клея: стандартный (поливенилацетатный) клей расплав и полиуретановый клей. (Примечание: клей PU-термо, водостойкий, а так же стойкий к действию растворителей).