Обрабатывающий центр с ЧПУ Biesse Rover 22
Задать вопрос












Предназначен для сверления и фрезерования панелей и элементов из массива, МДФ. Мгновенная смена инструментов, высокая скорость перемещения суппорта, сокращенное время настройки, безопасность, комплектующие от моделей более высокой категории - делают ROVER 22 новой точкой отсчета в своей области.
Основание станка выполнено из электросваренной стали большой толщины, с усилением жесткости на наиболее нагруженных участках.
Несущая балка перемещается вдоль оси Х. На ней устанавливаются каретки Y и Z несущие рабочую головку, выполненные из проката большой толщины, с внутренним усилением для сведения к минимуму деформаций кручения и изгиба, возникающих во время использования обрабатывающего центра. Дальнейшая обработка деталей в сборе позволяет достичь высочайшей точности.
Для проектирования конструкции станка использовался программный CAD – пакет, позволяющий проводить моделирование напряжений структуры при статических и динамических нагрузках – в различных рабочих режимах выделяются наиболее подверженные нагрузкам области. Все эти характеристики гарантируют максимальную жесткость, высокую точность при эксплуатации и высокое качество обработки даже в самых тяжелых режимах.
ОСЬ X
Привод балки происходит за счет косозубого зубчато-реечного механизма с двойной шестерней. Система предварительной нагрузки позволяет избежать люфт при сцеплении и достичь высокой точности позиционирования. Каретка Х перемещается по линейным направляющим высокой точности с башмаками на бесконечной шариковой опоре.
ОСИ Y И Z
Привод кареток осуществляется по ходовому винту с предварительно нагруженным башмаком для избежания люфта при высокой точности позиционирования. Два пневмоцилиндра компенсируют вес рабочей головки, гарантируя абсолютно точную балансировку во время вертикальных перемещений.
УПРАВЛЕНИЕ ОСЯМИ
Позиционирование осей от системы ЧПУ бесщеточными моторами.
Цифровое управление интерфейсом между системой ЧПУ и приводом осей.
Цифровая система MEСНATROLINK позволяет добиться:
ИНВЕРТЕР 11 КВТ.
Статический преобразователь частоты для фрезерных групп и электрошпинделей.
Устройство включает:
ПОДГОТОВКА ДЛЯ ПОСЛЕДУЮЩИХ ДОПОЛНЕНИЙ И МОДИФИКАЦИЙ
Возможность последующей установки сверлильной головки. Включает всю необходимую электро- и пневматическую разводку. Позволяет снизить время простоя станка в случае установки опционных узлов и механизмов.
УДАЛЕННАЯ КОНСОЛЬ УПРАВЛЕНИЯ
Удалённая консоль с потенциометром для изменения скорости перемещения по осям и аварийный выключатель.
КОНДИЦИОНЕР ВОЗДУХА
Обеспечивает:
ЦЕНТРАЛИЗОВАННАЯ СИСТЕМА СМАЗКИ
Позволяет в заданный со стойки ЧПУ интервал времени автоматически выводить сообщение о необходимости проведения смазки. Используя нагнетательный масляный насос возможно вручную подавать смазку в центральный резервуар, из которого смазка попадает на башмаки прямолинейных направляющих осей X, Y и Z ходовых винтов осей Y и Z.
ЧИСЛОВОЕ ПРОГРАММНОЕ УПРАВЛЕНИЕ NC 1000.
Характеристики
| Полезная рабочая зона, мм:
- по X - по Y - по Z |
3060 1080 155 |
| Ход, мм:
- по оси X - по оси Y - по оси Z |
3436 1480 250 |
| Скорость, м/мин:
- по оси X - по оси Y - по оси Z |
100 100 30 |
Дополнительное описание
КОНСТРУКЦИЯ СТАНКАОснование станка выполнено из электросваренной стали большой толщины, с усилением жесткости на наиболее нагруженных участках.
Несущая балка перемещается вдоль оси Х. На ней устанавливаются каретки Y и Z несущие рабочую головку, выполненные из проката большой толщины, с внутренним усилением для сведения к минимуму деформаций кручения и изгиба, возникающих во время использования обрабатывающего центра. Дальнейшая обработка деталей в сборе позволяет достичь высочайшей точности.
Для проектирования конструкции станка использовался программный CAD – пакет, позволяющий проводить моделирование напряжений структуры при статических и динамических нагрузках – в различных рабочих режимах выделяются наиболее подверженные нагрузкам области. Все эти характеристики гарантируют максимальную жесткость, высокую точность при эксплуатации и высокое качество обработки даже в самых тяжелых режимах.
ОСЬ X
Привод балки происходит за счет косозубого зубчато-реечного механизма с двойной шестерней. Система предварительной нагрузки позволяет избежать люфт при сцеплении и достичь высокой точности позиционирования. Каретка Х перемещается по линейным направляющим высокой точности с башмаками на бесконечной шариковой опоре.
ОСИ Y И Z
Привод кареток осуществляется по ходовому винту с предварительно нагруженным башмаком для избежания люфта при высокой точности позиционирования. Два пневмоцилиндра компенсируют вес рабочей головки, гарантируя абсолютно точную балансировку во время вертикальных перемещений.
УПРАВЛЕНИЕ ОСЯМИ
Позиционирование осей от системы ЧПУ бесщеточными моторами.
Цифровое управление интерфейсом между системой ЧПУ и приводом осей.
Цифровая система MEСНATROLINK позволяет добиться:
- большей скорости перемещения при фрезеровке, поскольку обсчитывание траектории отчасти проводится самим приводом;
- высокой точности обработки благодаря возрастанию скорости обсчета;
- высокой надежности благодаря уменьшению проводки и защите от электрических помех, возникающих в аналоговых системах;
- четкой диагностики прямо на стойке ЧПУ, с соответствующим уменьшением времени простоя.
ИНВЕРТЕР 11 КВТ.
Статический преобразователь частоты для фрезерных групп и электрошпинделей.
Устройство включает:
- Дисплей для вывода значения частоты.
- Дисплей для вывода значения скорости вращения инструмента.
- Дисплей для диагностики и выяснения неисправностей.
- Кнопка сброса
- Защита от переизбытка тока, напряжения, короткого замыкания.
- Автоматический контроль над замедлением вращения инструмента.
- Тормозное сопротивление.
- Регулирование через ЧПУ скорости вращения инструмента.
ПОДГОТОВКА ДЛЯ ПОСЛЕДУЮЩИХ ДОПОЛНЕНИЙ И МОДИФИКАЦИЙ
Возможность последующей установки сверлильной головки. Включает всю необходимую электро- и пневматическую разводку. Позволяет снизить время простоя станка в случае установки опционных узлов и механизмов.
УДАЛЕННАЯ КОНСОЛЬ УПРАВЛЕНИЯ
Удалённая консоль с потенциометром для изменения скорости перемещения по осям и аварийный выключатель.
КОНДИЦИОНЕР ВОЗДУХА
Обеспечивает:
- Отличную работу всех электронных частей электрошкафа даже в условиях высоких внешних температур (до 40 °С)
- Хорошую защиту от пыли, поскольку электрокабина безвентиляторная и практически герметична.
ЦЕНТРАЛИЗОВАННАЯ СИСТЕМА СМАЗКИ
Позволяет в заданный со стойки ЧПУ интервал времени автоматически выводить сообщение о необходимости проведения смазки. Используя нагнетательный масляный насос возможно вручную подавать смазку в центральный резервуар, из которого смазка попадает на башмаки прямолинейных направляющих осей X, Y и Z ходовых винтов осей Y и Z.
ЧИСЛОВОЕ ПРОГРАММНОЕ УПРАВЛЕНИЕ NC 1000.
6 РАБОЧИХ СТОЛОВ ATS - 18 кареток - 6 упоров - 2 боковых упора
Рабочая зона состоит из:
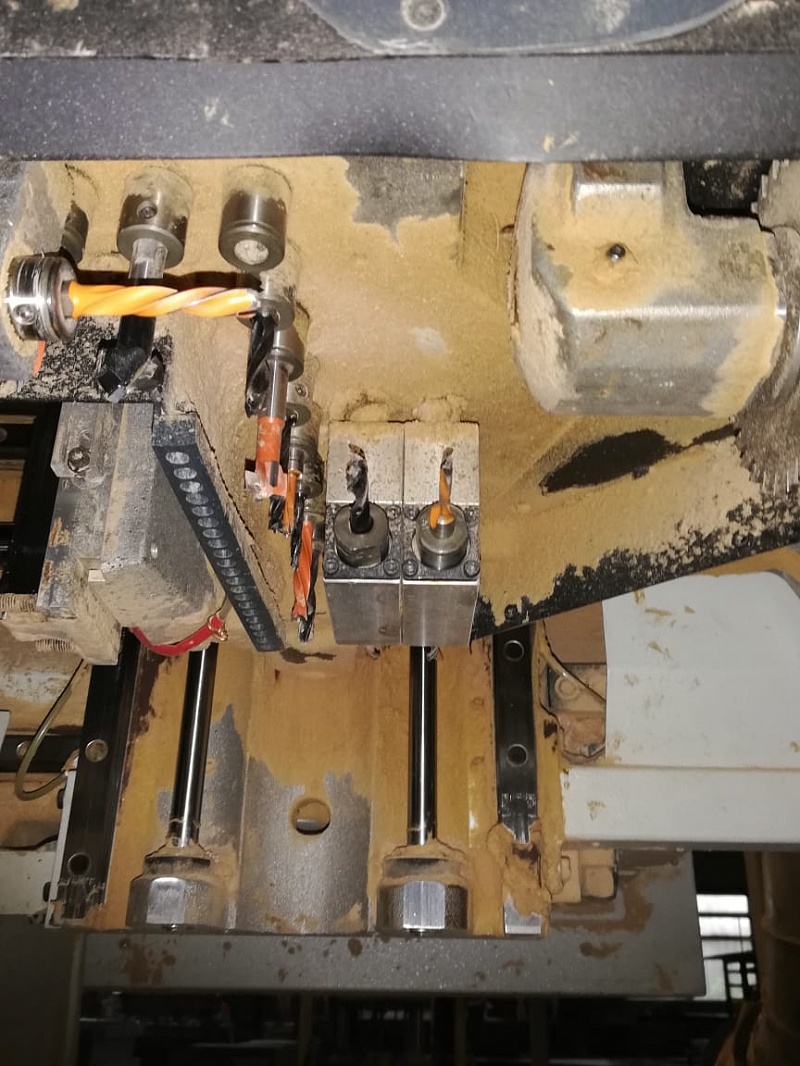
ПРИСАДОЧНАЯ ГОЛОВКА BH 21 L
- 14 вертикальных шпинделей, 7 из которых расположены в направлении X, 7– в направлении Y (для сверления в пласть);
- 3 независимых двухсторонних горизонтальных шпинделя с межосевым расстоянием 32 мм, из которых 2 расположены по направлению Х и 1 – по направлению Y (для горизонтального сверления по 4 сторонам панели);
- циркулярная пила диаметром 120 мм для выборки пазов в направлении Х (рабочий распил по глубине – 25 мм).
ЭЛЕКТРОШПИНДЕЛЬ 7,5 кВт (10,2 Л.С.) С ПЕРЕХОДНИКОМ ISO 30 С ДЛИННЫМ ФЛАНЦЕМ
- 6 кВт (8,2 л.с.) /7.000 об/мин.
- 7,5 кВт (10,2 Л.С.) /12.000 об/мин.
- правого и левого вращения.
- скорость вращения от 1.000 до 24.000 об/мин, программируемая с ЧПУ.
- с пневматическим выходом по призматической направляющей на башмаках с бесконечной шариковой опорой.
- Быстрая смена инструмента вручную.
- Автоматическая смена инструмента в случае наличия магазина автоматической смены.
Рабочая зона состоит из:
- 2 алюминиевых опоры (1 левая и 1 правая), по которым перемещаются боковые упоры;
- 6 алюминиевых рабочих столов (L = 1060 мм). Каждый рабочий стол, имеющий сбоку пазы для установки дополнительных устройств, перемещается по направляющим балкам, круглым в сечении, с помощью 4 башмаков на бесконечной шариковой опоре. Рабочие столы фиксируются пневматически на каждой балке, благодаря пневмоцилиндрам. Команда дается с кнопки на передней части рабочего стола;
- 6 убирающихся пневматических упоров, управляемых ЧПУ;
- 2 боковых убирающихся пневматических упора (1 левый и 1 – правый), управляемых ЧПУ;
- Все упоры обладают стержнем диам. 22 мм для гарантии максимальной прочности;
- Все упоры подготовлены к установке грибковых фиксаторов или двухходовых упоров;
- Метрическая линейка по оси Х для позиционирования рабочих столов;
- 6 метрических линеек по оси Y для позиционирования вакуумных кареток;
- Система фиксации деталей, состоящая из 18 кареток 132 х 132 х 41 мм. Каждая из них оснащена пневматической блокировкой и может нести пневматические модули различной формы и размеров. Кроме того, каждая каретка позволяет вращение с шагом 15° пневматических модулей - идеальное решение для профильных деталей;
- Общая высота каретки и вакуумного модуля – 70 мм, размер, который позволяет работать также при наличии обрезков большой толщины;
- 12 заглушек для закрытия кареток без вакуумного модуля.
ПРИСАДОЧНАЯ ГОЛОВКА BH 21 L
- 14 вертикальных шпинделей, 7 из которых расположены в направлении X, 7– в направлении Y (для сверления в пласть);
- 3 независимых двухсторонних горизонтальных шпинделя с межосевым расстоянием 32 мм, из которых 2 расположены по направлению Х и 1 – по направлению Y (для горизонтального сверления по 4 сторонам панели);
- циркулярная пила диаметром 120 мм для выборки пазов в направлении Х (рабочий распил по глубине – 25 мм).
ЭЛЕКТРОШПИНДЕЛЬ 7,5 кВт (10,2 Л.С.) С ПЕРЕХОДНИКОМ ISO 30 С ДЛИННЫМ ФЛАНЦЕМ
- 6 кВт (8,2 л.с.) /7.000 об/мин.
- 7,5 кВт (10,2 Л.С.) /12.000 об/мин.
- правого и левого вращения.
- скорость вращения от 1.000 до 24.000 об/мин, программируемая с ЧПУ.
- с пневматическим выходом по призматической направляющей на башмаках с бесконечной шариковой опорой.
- Быстрая смена инструмента вручную.
- Автоматическая смена инструмента в случае наличия магазина автоматической смены.