Обрабатывающий центр Biesse Rover B 4.35
Задать вопрос
Выпуск: 2006 г.
Б/У




Обрабатывающий центр с числовым программным управлением
Рабочее поле:
X = 3200 мм; Y = 1315 мм; Z = 150 мм
Конструкция станка
Основание станкавыполнено из электросваренной стали большой толщины, с усилением жесткости на наиболее нагруженных участках.
Несущая балкаперемещается вдоль оси Х. На ней устанавливаются каретки Y и Z несущие рабочую головку, выполненные из проката большой толщины, с внутренним усилением для сведения к минимуму деформаций кручения и изгиба, возникающих во время использования обрабатывающего центра. Дальнейшая обработка деталей в сборе позволяет достичь высочайшей точности.
Для проектированияконструкции станка использовался программный CAD – пакет, позволяющий проводить моделирование напряжений структуры при статических и динамических нагрузках – в различных рабочих режимах выделяются наиболее подверженные нагрузкам области.
Все эти характеристики гарантируют максимальную жесткость, высокую точность при эксплуатации и высокое качество обработки даже в самых тяжелых режимах.
Ось X
Привод балки происходит за счет косозубого зубчато-реечного механизма с двойной шестерней. Система предварительной нагрузки позволяет избежать люфта при сцеплении и достичь высокой точности позиционирования. Каретка Х перемещается по линейным направляющим высокой точности с башмаками на бесконечной шариковой опоре.
Оси Y и Z
Привод кареток осуществляется по ходовому винту с предварительно нагруженным башмаком для избежания люфта при высокой точности позиционирования.
Два пневмоцилиндра компенсируют вес рабочей головки, гарантируя абсолютно точную балансировку во время вертикальных перемещений.
Управление осями
Позиционирование осей от системы ЧПУ бесщеточными моторами.
Цифровое управление интерфейсом между системой ЧПУ и приводом осей.
Цифровая система MEСНATROLINK позволяет добиться:
· большей скорости перемещения при фрезеровке, поскольку обсчитывание траектории отчасти проводится самим приводом;
· высокой точности обработки благодаря возрастанию скорости обсчета;
· высокой надежности благодаря уменьшению проводки и защите от электрических помех, возникающих в аналоговых системах;
· четкой диагностики прямо на стойке ЧПУ, с соответствующим уменьшением времени простоя.
Инвертор 11 кВт.
Статический преобразователь частоты для фрезерных групп и электрошпинделей
Устройство включает:
· Дисплей для вывода значения частоты.
· Дисплей для вывода значения скорости вращения инструмента.
· Дисплей для диагностики и выяснения неисправностей.
· Кнопка сброса
· Защита от переизбытка тока, напряжения, короткого замыкания.
· Автоматический контроль над замедлением вращения инструмента.
· Тормозное сопротивление.
· Регулирование через ЧПУ скорости вращения инструмента.
Подготовка для последующих дополнений и модификаций
Возможность последующей установки сверлильной головки. Включает всю необходимую электро - и пневматическую разводку. Позволяет снизить время простоя станка в случае установки опционных узлов и механизмов.
Удаленная консоль управления
Удалённая консоль с потенциометром для изменения скорости перемещения по осям и аварийный выключатель.
Кондиционер воздуха
Обеспечивает:
· Отличную работу всех электронных частей электрошкафа даже в условиях высоких внешних температур (до 40 С)
· Хорошую защиту от пыли, поскольку электрокабина безвентиляторная и практически герметична.
ЦЕНТРАЛИЗОВАННАЯ система смазки
Позволяет в заданный со стойки ЧПУ интервал времени автоматически выводить сообщение о необходимости проведения смазки. Используя нагнетательный масляный насос возможно вручную подавать смазку в центральный резервуар, из которого смазка попадает на башмаки прямолинейных направляющих осей X, Y и Z ходовых винтов осей Y и Z.
Числовое программное управление
Модель XP600 полностью на базе ПК.
Благодаря новой технологии Biesse WRT (Windows Real Time), которая расширяет функциональные возможности Windows XP для работы в реальном времени, стойка ЧПУ станка находится непосредственно на ПК, что позволяет сконцентрировать все необходимое аппаратное обеспечение без использования дополнительных плат управления.
Программное обеспечение для стойки ЧПУ находится непосредственно на ПК, приводя к облегчению архитектуры системы управления с вытекающими отсюда улучшениями по надежности и техническим характеристикам.
Основные технические характеристики системы:
· ПО WRT управления станком:
-ОС Windows XP с расширением для управления циклами в реальном времени;
- Модуль управления интерполяцией осей в реальном времени;
- Модуль управления сигналами ввода/вывода;
- Модуль для выполнения логики станка в реальном времени;
· Плата для цифрового соединения Mechatrolink с приводами осей и для подсоединения к модулям ввода/вывода и других устройств на шине;
· Функциональные клавиши управления станком
· Графический оконный интерфейс оператора NC1000
- Программирование профилей и присадки при помощи вспомогательного редактора;
- Управление макро для описания циклов присадки и работы электрошпинделя, изменяемые пользователем;
- Блок оптимизации сверления для выбора опусканий, шпинделей и минимального перемещения;
- Параметрическое программирование;
- Графическая визуализация 5 обрабатываемых сторон;
- Функция «трассировки»;
- Динамическая визуализация обработки с перемещением центра инструмента (как в обработке, так и при моделировании);
- Графическое инструментальное оснащение рабочего стола;
-Чтение программ формата RT-480 с дискеты;
- «Нормальная», «зеркальная» и «перемещаемая» функция;
- Всегда включенные программы безопасности;
- Руководство с текущими инструкциями и подсказками;
- Вывод сообщений об ошибке.
Персональный компьютер Desktop
Основные характеристики:
· Процессор Intel CeleronÔ 2.0 ГГц или выше;
· ОЗУ 256 Mb;
· Жесткий диск 20 Gb;
· Цветной монитор 15";
· Клавиатура 101 клавиша;
· Мышь;
· Привод CD-ROM;
· Параллельный порт
· Последовательный порт RS-232;
· Порт USB;
· Карта ETHERNET для соединения в сеть
* - приведенные характеристики могут быть со временем улучшены.
Статистика
Среда, в которой записываются данные о работе станка и производимых деталях, чтобы осуществлять мониторинг надежности во времени и производительности станка.
Среда статистических данных может конфигурироваться под пользователя, что позволяет регистрировать специфические действия, такие как настройка станка, контроль обработки, заданные паузы, циклы смазки и.т.д.
Система телесервиса
Позволяет мгновенно получать прямой доступ через модем к стойке ЧПУ станка. Таким образом, позволяет проверить данные станка, программы пользователя, сигналы ввода/вывода, переменные системы, а также устанавливать обновленные версии ПО, что позволяет:
· Проводить диагностику в реальном времени
· Быстро решать проблемы
· Уменьшить время простоя
· Устанавливать обновленные версии ПО в реальном времени
* - Телесервис бесплатный на период гарантии станка.
Трансформатор и блок питания
Трансформатор и электронный блок питания напряжением 380В (+/-10%) 50/60 Гц.
Системы безопасности
· Передние защитные планки с фотоэлементами, позволяющие работать в маятниковом режиме
· Заднее и боковое ограждение
· Предохранительный тросик, установленные в нижней части основания станка
· Защитный кожух обрабатывающей головки из поликарбоната с тройным рядом пластиковых защитных планок
· Кнопка аварийной остановки на стойке ЧПУ
· Кнопка аварийной остановки на удаленной консоли.
Список прилагаемой документации
· Руководство по эксплуатации и техническому обслуживанию;
· Электрические и пневмосхемы;
· Каталог запчастей;
· Руководство по программированию ЧПУ
· Руководство пользователя для офисного программного обеспечения
Инструмент для технического обслуживания
· устройство установки/снятия инструмента на конус
· набор ключей;
· нагнетательный масляный насос;
· 2 банки масла для смазки направляющих.
АВТОМАТИЧЕСКАЯ СИСТЕМА СМАЗКИ.
Позволяет в заданный со стойки ЧПУ интервал времени автоматически подавать смазку на башмаки прямолинейных направляющих осей X, Y и Z ходовых винтов осей Y и Z.
Когда уровень смазки в центральном резервуаре опускается ниже минимальной отметки, выводится сообщение на стойке ЧПУ.
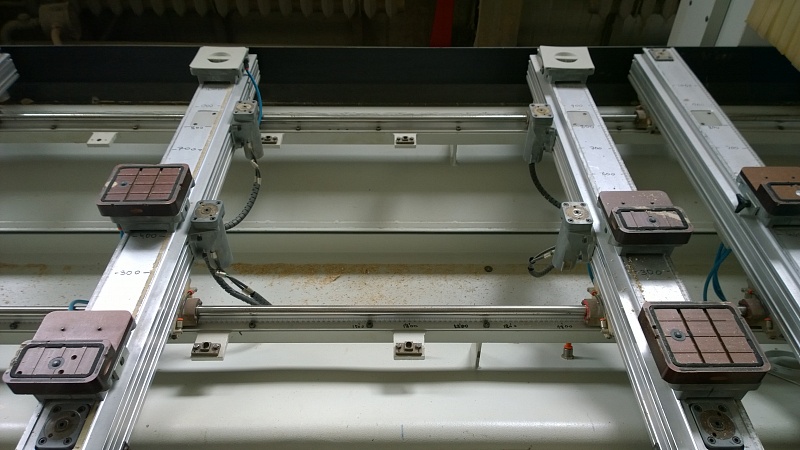
6 РАБОЧИХ СТОЛОВ ATS- 18 кареток - 6 упоров - 2 боковых упора
Рабочая зона состоит из:
· 2 алюминиевых опоры (1 левая и 1 правая), по которым перемещаются боковые упоры
· 6 алюминиевых рабочих столов (L = 1280 мм). Каждый рабочий стол, имеющий сбоку пазы для установки дополнительных устройств, перемещается по направляющим балкам, круглым в сечении, с помощью 4 башмаков на бесконечной шариковой опоре. Рабочие столы фиксируются пневматически на каждой балке, благодаря пневмоцилиндрам. Команда дается с кнопки на передней части рабочего стола
· 6 убирающихся пневматических упоров, управляемых ЧПУ;
· 2 боковых убирающихся пневматических упора (1 левый и 1 – правый), управляемых ЧПУ;
· все упоры обладают стержнем диам. 22 мм для гарантии максимальной прочности
· все упоры подготовлены к установке грибковых фиксаторов или двухходовых упоров
· Метрическая линейка по оси Х для позиционирования рабочих столов
· 6 метрических линеек по оси Y для позиционирования вакуумных кареток;
· Система фиксации деталей, состоящая из 18 кареток 132 х 132 х 41 мм. Каждая из них оснащена пневматической блокировкой и может нести пневматические модули различной формы и размеров. Кроме того, каждая каретка позволяет вращение с шагом 15° пневматических модулей - идеальное решение для профильных деталей
· Общая высота каретки и вакуумного модуля – 70 мм, размер, который позволяет работать также при наличии обрезков большой толщины.
· 12 заглушек для закрытия кареток без вакуумного модуля
2 ДОПОЛНИТЕЛЬНЫХ БОКОВЫХ ПНЕВМАТИЧЕСКИХ УПОРА(1 sx + 1 dx)
Для станков FT необходимы 2 боковых упора с пневмосистемой
Упоры устанавливаются по оси Y и управляются с ЧПУ.
2 ЦЕНТРАЛЬНЫХ ПНЕВМАТИЧЕСКИХ УПОРАс пневматической системой (1 sx + 1 dx).
Упоры устанавливаются по оси Y и управляются с ЧПУ.
ПНЕВМАТИЧЕСКАЯ СИСТЕМА ДЛЯ СУППОРТ ШТАНГ- 2 независимые рабочие зоны.
Включает пневматическую систему включения суппорт-штанг для всех рабочих столов станка.
4 СУППОРТ-ШТАНГИ– Необходима пневматическая система.
Суппорт-штанги с управлением от ЧПУ облегчают загрузку и разгрузку тяжелых и/или крупногабаритных деталей.
ДОПОЛНИТЕЛЬНАЯ ВАКУУМНАЯ СИСТЕМАдля использования специальных контршаблонов – 2 вакуумные рабочие зоны.
Позволяет использовать специальные контршаблоны.
В конце рабочего цикла вакуум снимается только с детали, подвергшейся обработке. Специальный контршаблон остается зафиксированным на рабочем столе, что позволяет установить на него следующую заготовку
Включает 8 выходов с быстрым соединением шлангов, установленных на базе станка - (4 слева и 4 справа).
ВАКУУМНЫЙ НАСОС НА 90 М3/ЧАС
· Работа с сухим воздухом
· Создает подачу в 90 м3/час при 50 Гц и 108 м3/час при 60 Гц
ПРИСАДОЧНАЯ ГОЛОВКА BH 19 L
Включает:
- 12 вертикальных шпинделей, 6 из которых расположены в направлении X, 6– в направлении Y (для сверления в пласть)
- 3 независимых двухсторонних горизонтальных шпинделя с межосевым расстоянием 32 мм, из которых 2 расположены по направлению Х и 1 – по направлению Y для горизонтального сверления по 4 сторонам панели);
- Циркулярная пила Æ120 мм для выборки пазов в направлении Х (рабочий распил по глубине – 25 мм)
Электрошпиндель9,0 кВт (12,2 л.с.)/12000 об/мин - ISO 30 с воздушным охлаждением
МАГАЗИН РЕВОЛЬВЕРНОГО ТИПА НА 10 МЕСТ ISO 30/HSK F63
Устанавливается на каретке "Z" и позволяет осуществлять смену инструмента во время выполнения станком других циклов обработки.
Технические характеристики:
· 10 инструментов ø 105 мм
· Макс. ø инструмента 160 мм
· Макс. высота инструмента под конус ISO 30 - 162 мм от гнезда электрошпинделя
· Макс. высота инструмента под конус HSK F63- 169 мм от гнезда электрошпинделя
BiesseWorks,станочная версия.
Совместима со стойками ЧПУ XP 600, NC1000, Xnc, Xnc Compact верс. 2.0.0.0 и выше.
Рабочее поле:
X = 3200 мм; Y = 1315 мм; Z = 150 мм
Конструкция станка
Основание станкавыполнено из электросваренной стали большой толщины, с усилением жесткости на наиболее нагруженных участках.
Несущая балкаперемещается вдоль оси Х. На ней устанавливаются каретки Y и Z несущие рабочую головку, выполненные из проката большой толщины, с внутренним усилением для сведения к минимуму деформаций кручения и изгиба, возникающих во время использования обрабатывающего центра. Дальнейшая обработка деталей в сборе позволяет достичь высочайшей точности.
Для проектированияконструкции станка использовался программный CAD – пакет, позволяющий проводить моделирование напряжений структуры при статических и динамических нагрузках – в различных рабочих режимах выделяются наиболее подверженные нагрузкам области.
Все эти характеристики гарантируют максимальную жесткость, высокую точность при эксплуатации и высокое качество обработки даже в самых тяжелых режимах.
Ось X
Привод балки происходит за счет косозубого зубчато-реечного механизма с двойной шестерней. Система предварительной нагрузки позволяет избежать люфта при сцеплении и достичь высокой точности позиционирования. Каретка Х перемещается по линейным направляющим высокой точности с башмаками на бесконечной шариковой опоре.
Оси Y и Z
Привод кареток осуществляется по ходовому винту с предварительно нагруженным башмаком для избежания люфта при высокой точности позиционирования.
Два пневмоцилиндра компенсируют вес рабочей головки, гарантируя абсолютно точную балансировку во время вертикальных перемещений.
Управление осями
Позиционирование осей от системы ЧПУ бесщеточными моторами.
Цифровое управление интерфейсом между системой ЧПУ и приводом осей.
Цифровая система MEСНATROLINK позволяет добиться:
· большей скорости перемещения при фрезеровке, поскольку обсчитывание траектории отчасти проводится самим приводом;
· высокой точности обработки благодаря возрастанию скорости обсчета;
· высокой надежности благодаря уменьшению проводки и защите от электрических помех, возникающих в аналоговых системах;
· четкой диагностики прямо на стойке ЧПУ, с соответствующим уменьшением времени простоя.
Инвертор 11 кВт.
Статический преобразователь частоты для фрезерных групп и электрошпинделей
Устройство включает:
· Дисплей для вывода значения частоты.
· Дисплей для вывода значения скорости вращения инструмента.
· Дисплей для диагностики и выяснения неисправностей.
· Кнопка сброса
· Защита от переизбытка тока, напряжения, короткого замыкания.
· Автоматический контроль над замедлением вращения инструмента.
· Тормозное сопротивление.
· Регулирование через ЧПУ скорости вращения инструмента.
Подготовка для последующих дополнений и модификаций
Возможность последующей установки сверлильной головки. Включает всю необходимую электро - и пневматическую разводку. Позволяет снизить время простоя станка в случае установки опционных узлов и механизмов.
Удаленная консоль управления
Удалённая консоль с потенциометром для изменения скорости перемещения по осям и аварийный выключатель.
Кондиционер воздуха
Обеспечивает:
· Отличную работу всех электронных частей электрошкафа даже в условиях высоких внешних температур (до 40 С)
· Хорошую защиту от пыли, поскольку электрокабина безвентиляторная и практически герметична.
ЦЕНТРАЛИЗОВАННАЯ система смазки
Позволяет в заданный со стойки ЧПУ интервал времени автоматически выводить сообщение о необходимости проведения смазки. Используя нагнетательный масляный насос возможно вручную подавать смазку в центральный резервуар, из которого смазка попадает на башмаки прямолинейных направляющих осей X, Y и Z ходовых винтов осей Y и Z.
Числовое программное управление
Модель XP600 полностью на базе ПК.
Благодаря новой технологии Biesse WRT (Windows Real Time), которая расширяет функциональные возможности Windows XP для работы в реальном времени, стойка ЧПУ станка находится непосредственно на ПК, что позволяет сконцентрировать все необходимое аппаратное обеспечение без использования дополнительных плат управления.
Программное обеспечение для стойки ЧПУ находится непосредственно на ПК, приводя к облегчению архитектуры системы управления с вытекающими отсюда улучшениями по надежности и техническим характеристикам.
Основные технические характеристики системы:
· ПО WRT управления станком:
-ОС Windows XP с расширением для управления циклами в реальном времени;
- Модуль управления интерполяцией осей в реальном времени;
- Модуль управления сигналами ввода/вывода;
- Модуль для выполнения логики станка в реальном времени;
· Плата для цифрового соединения Mechatrolink с приводами осей и для подсоединения к модулям ввода/вывода и других устройств на шине;
· Функциональные клавиши управления станком
· Графический оконный интерфейс оператора NC1000
- Программирование профилей и присадки при помощи вспомогательного редактора;
- Управление макро для описания циклов присадки и работы электрошпинделя, изменяемые пользователем;
- Блок оптимизации сверления для выбора опусканий, шпинделей и минимального перемещения;
- Параметрическое программирование;
- Графическая визуализация 5 обрабатываемых сторон;
- Функция «трассировки»;
- Динамическая визуализация обработки с перемещением центра инструмента (как в обработке, так и при моделировании);
- Графическое инструментальное оснащение рабочего стола;
-Чтение программ формата RT-480 с дискеты;
- «Нормальная», «зеркальная» и «перемещаемая» функция;
- Всегда включенные программы безопасности;
- Руководство с текущими инструкциями и подсказками;
- Вывод сообщений об ошибке.
Персональный компьютер Desktop
Основные характеристики:
· Процессор Intel CeleronÔ 2.0 ГГц или выше;
· ОЗУ 256 Mb;
· Жесткий диск 20 Gb;
· Цветной монитор 15";
· Клавиатура 101 клавиша;
· Мышь;
· Привод CD-ROM;
· Параллельный порт
· Последовательный порт RS-232;
· Порт USB;
· Карта ETHERNET для соединения в сеть
* - приведенные характеристики могут быть со временем улучшены.
Статистика
Среда, в которой записываются данные о работе станка и производимых деталях, чтобы осуществлять мониторинг надежности во времени и производительности станка.
Среда статистических данных может конфигурироваться под пользователя, что позволяет регистрировать специфические действия, такие как настройка станка, контроль обработки, заданные паузы, циклы смазки и.т.д.
Система телесервиса
Позволяет мгновенно получать прямой доступ через модем к стойке ЧПУ станка. Таким образом, позволяет проверить данные станка, программы пользователя, сигналы ввода/вывода, переменные системы, а также устанавливать обновленные версии ПО, что позволяет:
· Проводить диагностику в реальном времени
· Быстро решать проблемы
· Уменьшить время простоя
· Устанавливать обновленные версии ПО в реальном времени
* - Телесервис бесплатный на период гарантии станка.
Трансформатор и блок питания
Трансформатор и электронный блок питания напряжением 380В (+/-10%) 50/60 Гц.
Системы безопасности
· Передние защитные планки с фотоэлементами, позволяющие работать в маятниковом режиме
· Заднее и боковое ограждение
· Предохранительный тросик, установленные в нижней части основания станка
· Защитный кожух обрабатывающей головки из поликарбоната с тройным рядом пластиковых защитных планок
· Кнопка аварийной остановки на стойке ЧПУ
· Кнопка аварийной остановки на удаленной консоли.
Список прилагаемой документации
· Руководство по эксплуатации и техническому обслуживанию;
· Электрические и пневмосхемы;
· Каталог запчастей;
· Руководство по программированию ЧПУ
· Руководство пользователя для офисного программного обеспечения
Инструмент для технического обслуживания
· устройство установки/снятия инструмента на конус
· набор ключей;
· нагнетательный масляный насос;
· 2 банки масла для смазки направляющих.
АВТОМАТИЧЕСКАЯ СИСТЕМА СМАЗКИ.
Позволяет в заданный со стойки ЧПУ интервал времени автоматически подавать смазку на башмаки прямолинейных направляющих осей X, Y и Z ходовых винтов осей Y и Z.
Когда уровень смазки в центральном резервуаре опускается ниже минимальной отметки, выводится сообщение на стойке ЧПУ.
6 РАБОЧИХ СТОЛОВ ATS- 18 кареток - 6 упоров - 2 боковых упора
Рабочая зона состоит из:
· 2 алюминиевых опоры (1 левая и 1 правая), по которым перемещаются боковые упоры
· 6 алюминиевых рабочих столов (L = 1280 мм). Каждый рабочий стол, имеющий сбоку пазы для установки дополнительных устройств, перемещается по направляющим балкам, круглым в сечении, с помощью 4 башмаков на бесконечной шариковой опоре. Рабочие столы фиксируются пневматически на каждой балке, благодаря пневмоцилиндрам. Команда дается с кнопки на передней части рабочего стола
· 6 убирающихся пневматических упоров, управляемых ЧПУ;
· 2 боковых убирающихся пневматических упора (1 левый и 1 – правый), управляемых ЧПУ;
· все упоры обладают стержнем диам. 22 мм для гарантии максимальной прочности
· все упоры подготовлены к установке грибковых фиксаторов или двухходовых упоров
· Метрическая линейка по оси Х для позиционирования рабочих столов
· 6 метрических линеек по оси Y для позиционирования вакуумных кареток;
· Система фиксации деталей, состоящая из 18 кареток 132 х 132 х 41 мм. Каждая из них оснащена пневматической блокировкой и может нести пневматические модули различной формы и размеров. Кроме того, каждая каретка позволяет вращение с шагом 15° пневматических модулей - идеальное решение для профильных деталей
· Общая высота каретки и вакуумного модуля – 70 мм, размер, который позволяет работать также при наличии обрезков большой толщины.
· 12 заглушек для закрытия кареток без вакуумного модуля
2 ДОПОЛНИТЕЛЬНЫХ БОКОВЫХ ПНЕВМАТИЧЕСКИХ УПОРА(1 sx + 1 dx)
Для станков FT необходимы 2 боковых упора с пневмосистемой
Упоры устанавливаются по оси Y и управляются с ЧПУ.
2 ЦЕНТРАЛЬНЫХ ПНЕВМАТИЧЕСКИХ УПОРАс пневматической системой (1 sx + 1 dx).
Упоры устанавливаются по оси Y и управляются с ЧПУ.
ПНЕВМАТИЧЕСКАЯ СИСТЕМА ДЛЯ СУППОРТ ШТАНГ- 2 независимые рабочие зоны.
Включает пневматическую систему включения суппорт-штанг для всех рабочих столов станка.
4 СУППОРТ-ШТАНГИ– Необходима пневматическая система.
Суппорт-штанги с управлением от ЧПУ облегчают загрузку и разгрузку тяжелых и/или крупногабаритных деталей.
ДОПОЛНИТЕЛЬНАЯ ВАКУУМНАЯ СИСТЕМАдля использования специальных контршаблонов – 2 вакуумные рабочие зоны.
Позволяет использовать специальные контршаблоны.
В конце рабочего цикла вакуум снимается только с детали, подвергшейся обработке. Специальный контршаблон остается зафиксированным на рабочем столе, что позволяет установить на него следующую заготовку
Включает 8 выходов с быстрым соединением шлангов, установленных на базе станка - (4 слева и 4 справа).
ВАКУУМНЫЙ НАСОС НА 90 М3/ЧАС
· Работа с сухим воздухом
· Создает подачу в 90 м3/час при 50 Гц и 108 м3/час при 60 Гц
ПРИСАДОЧНАЯ ГОЛОВКА BH 19 L
Включает:
- 12 вертикальных шпинделей, 6 из которых расположены в направлении X, 6– в направлении Y (для сверления в пласть)
- 3 независимых двухсторонних горизонтальных шпинделя с межосевым расстоянием 32 мм, из которых 2 расположены по направлению Х и 1 – по направлению Y для горизонтального сверления по 4 сторонам панели);
- Циркулярная пила Æ120 мм для выборки пазов в направлении Х (рабочий распил по глубине – 25 мм)
Электрошпиндель9,0 кВт (12,2 л.с.)/12000 об/мин - ISO 30 с воздушным охлаждением
МАГАЗИН РЕВОЛЬВЕРНОГО ТИПА НА 10 МЕСТ ISO 30/HSK F63
Устанавливается на каретке "Z" и позволяет осуществлять смену инструмента во время выполнения станком других циклов обработки.
Технические характеристики:
· 10 инструментов ø 105 мм
· Макс. ø инструмента 160 мм
· Макс. высота инструмента под конус ISO 30 - 162 мм от гнезда электрошпинделя
· Макс. высота инструмента под конус HSK F63- 169 мм от гнезда электрошпинделя
BiesseWorks,станочная версия.
Совместима со стойками ЧПУ XP 600, NC1000, Xnc, Xnc Compact верс. 2.0.0.0 и выше.