Сверлильный центр с ЧПУ Speedy 207 MASTERWOOD
Задать вопрос









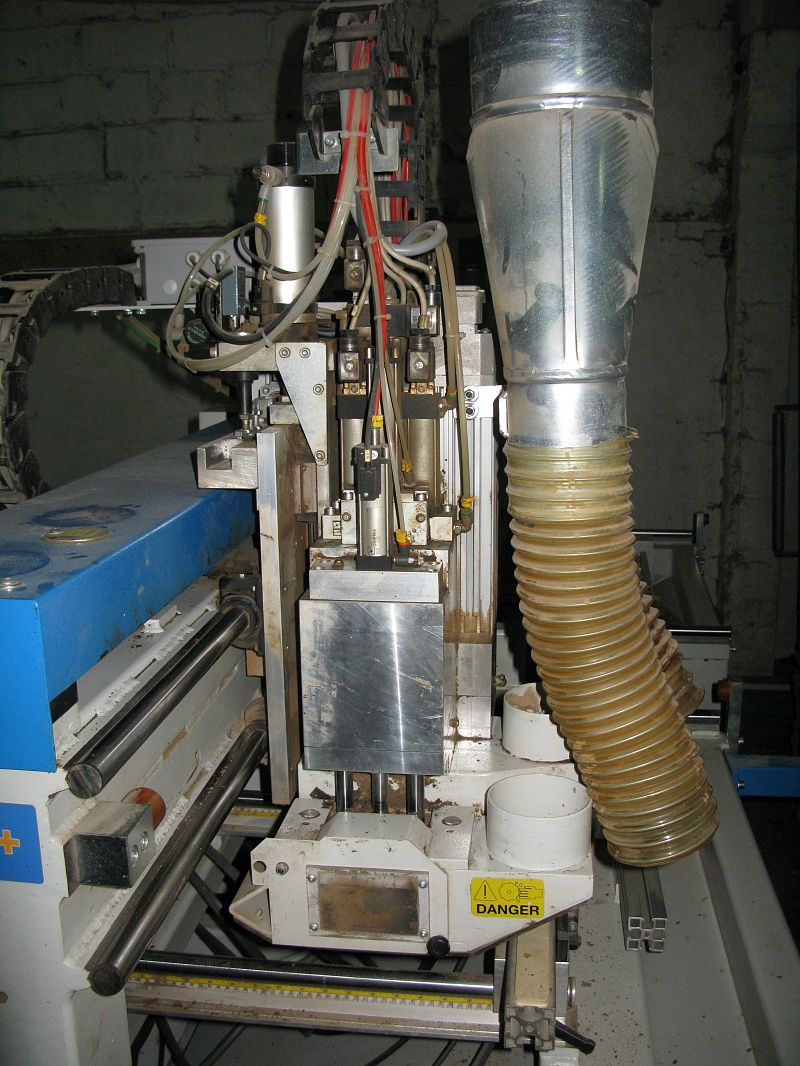

Сверлильный центр с ЧПУ «Speedy 207» оснащен сверлильным и пазовальным узлами и предназначен для выполнения сверлильных операций: как в пласть, так и в торец щитовых заготовок из дерева, ДСП, МДФ, ДВП с возможностью их продольного пазования.
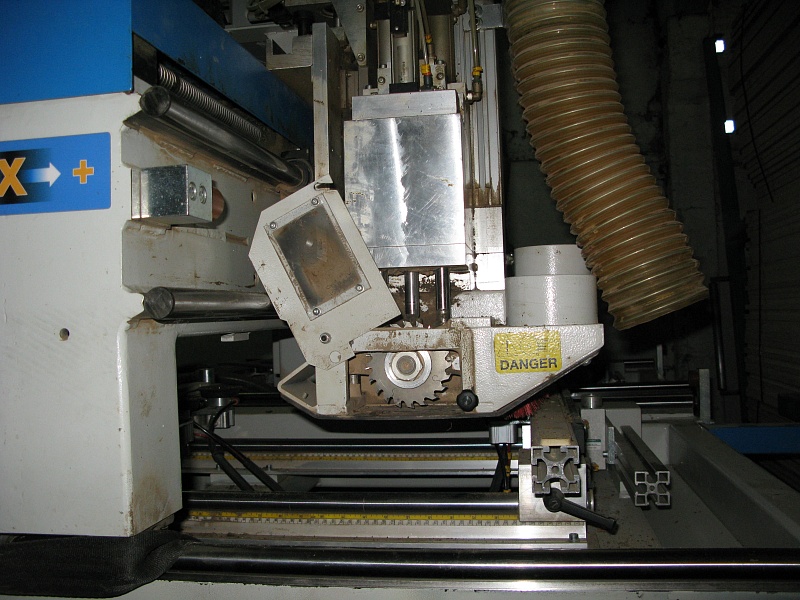
Пазовальный узел монтируется в сверлильную головку. Максимальный диаметр пилы составляет 110 мм.
Станок оборудован рабочим столом, который состоит из четырех подвижных вдоль оси Х консолей. Каждая из консолей оборудована двумя съемными вакуумными чашками, диаметром 80 мм, а также подъемной пластиной для удобства загрузки и позиционирования крупногабаритных заготовок. Чашки установлены в пазы консолей и свободно перемещаются по оси Y, что позволяет с равным успехом перенастраивать станок на более узкие заготовки. Все подвижные части рабочего стола блокируются пневматически.
Несмотря на кажущуюся простоту, в «Speedy 207» реализована система контроля с обратной связью двигателей постоянного тока. Независимое перемещение обрабатывающих узлов по оси Z осуществляется с помощью пневматики по пяти настраиваемым упорам.
Несмотря на небольшие габариты, специальная компьютерная система управления упорами позволяет увеличить длину обработки вдвое (вдвое большую рабочего хода по оси Х).
Операция обработки делится на два этапа: позиционирование заготовки по левому боковому упору, затем передвижение заготовки и позиционирование ее по правому боковому упору.
Характеристики
| Рабочий ход по оси X, мм | 1390 |
| Рабочий ход по оси Y, мм | 770 |
| Скорость перемещения по оси X, м/мин | 40 |
| Скорость перемещения по оси Y, м/мин | 40 |
| Диаметр вакуумной чашки, мм | 80 |
| Количество независимых вертикальных сверлильных шпинделей по оси X, шт. | 3 |
| Количество независимых вертикальных сверлильных шпинделей по оси Y, шт. | 3 |
| Количество двойных независимых горизонтальных сверлильных шпинделей по оси X, шт. | 1 |
| Количество двойных независимых горизонтальных сверлильных шпинделей по оси Y, шт. | - |
| Межосевое расстояние сверлильных шпинделей, мм | 32 |
| Мощность электрошпинделя сверлильного узла, кВт | 1,5 |
| Частота вращения шпинделей сверлильного модуля, об/мин | 4000 |
| Пазовальный узел | 1 |
Дополнительное описание
Компоновка сверлильной головки предусматривает вертикальный ряд из трех независимых сверлильных шпинделей вдоль оси Х и аналогичный ряд вдоль оси Y, а также один двухсторонний горизонтальный сверлильный шпиндель, ориентированный вдоль оси Х.Пазовальный узел монтируется в сверлильную головку. Максимальный диаметр пилы составляет 110 мм.
Станок оборудован рабочим столом, который состоит из четырех подвижных вдоль оси Х консолей. Каждая из консолей оборудована двумя съемными вакуумными чашками, диаметром 80 мм, а также подъемной пластиной для удобства загрузки и позиционирования крупногабаритных заготовок. Чашки установлены в пазы консолей и свободно перемещаются по оси Y, что позволяет с равным успехом перенастраивать станок на более узкие заготовки. Все подвижные части рабочего стола блокируются пневматически.
Несмотря на кажущуюся простоту, в «Speedy 207» реализована система контроля с обратной связью двигателей постоянного тока. Независимое перемещение обрабатывающих узлов по оси Z осуществляется с помощью пневматики по пяти настраиваемым упорам.
Несмотря на небольшие габариты, специальная компьютерная система управления упорами позволяет увеличить длину обработки вдвое (вдвое большую рабочего хода по оси Х).
Операция обработки делится на два этапа: позиционирование заготовки по левому боковому упору, затем передвижение заготовки и позиционирование ее по правому боковому упору.