Сверлильно-пазовальный центр с ЧПУ SCM CYFLEX F900
Задать вопрос


Сверлильно-пазовальный центр с числовым программным управлением и фиксированным рабочим столом предназначен для:
- вертикального и горизонтального сверления отверстий по поверхности, а так же всем 4-м сторонам обрабатываемой заготовки;
- выполнения пазов дисковой пилой.
Неподвижная станина жестко зафиксирована, изготовлена из стальных сваренных плит, имеет наклонную рабочую поверхность, на которую крепится рабочий стол, изготовленный из бакелита. Электрошкаф интегрирован в станину. Пазы на рабочем столе позволяют выполнять сквозное сверление отверстий в обрабатываемой заготовке.
Сверлильный агрегат:
Перемещение заготовки и рабочего агрегата по осям. Интеллектуальный зажим, управляемый компьютером производит захват заготовки и последовательно перемещает ее через рабочую зону вдоль оси «Х» для выполнения требуемой механической обработки. Перемещение рабочих групп вдоль осей «Х», «Y» и «Z» осуществляется путем скольжения по высокоточным призматическим направляющим и бесконечным шариковым подшипникам. Отсутствие вибраций при перемещении вдоль осей с максимальным ускорением обеспечивают бесщеточные электродвигатели, управляемые компьютером.
БЛОК УПРАВЛЕНИЯ ЧПУ
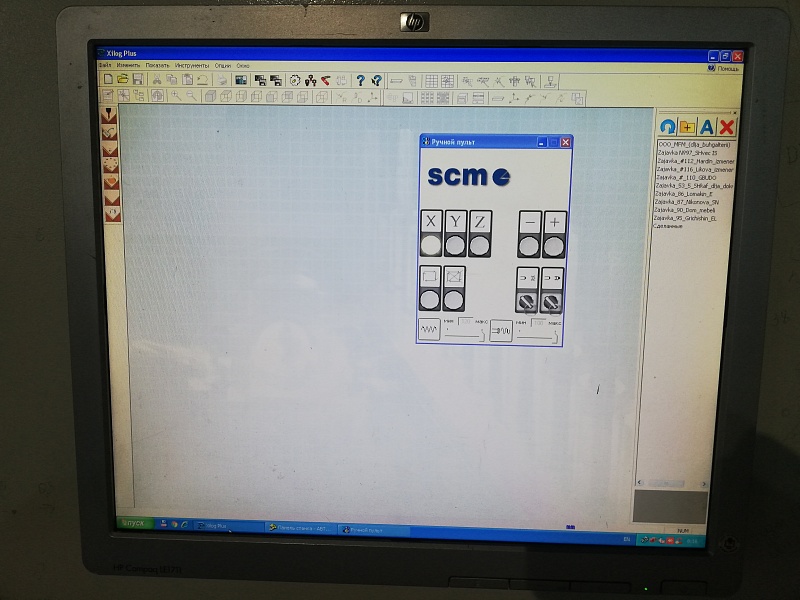
Блок управления специально разработан для сверлильно-фрезерных центров. Интерфейс оператора, Xylog, установлен на ПК.
PC-Office:
Основные характеристики программного обеспечения Xylog Plus2:
Программирование
Аксессуары
Конфигурация
Требования безопасности.
Станок выполнен в соответствии с требованиями по безопасности согласно международных норм и норм страны назначения.
ПРИМЕЧАНИЕ
Запрещено обрабатывать заготовки с характеристиками вне указанных. Станок может обрабатывать заготовки только прямоугольной формы, длинная сторона которых должна быть расположена вдоль оси «Х» координат обработки станка. Возможность обработки заготовок с особенным профилем должна быть рассмотрена и утверждена в процессе обсуждения контракта, т.е. – до его подписания.
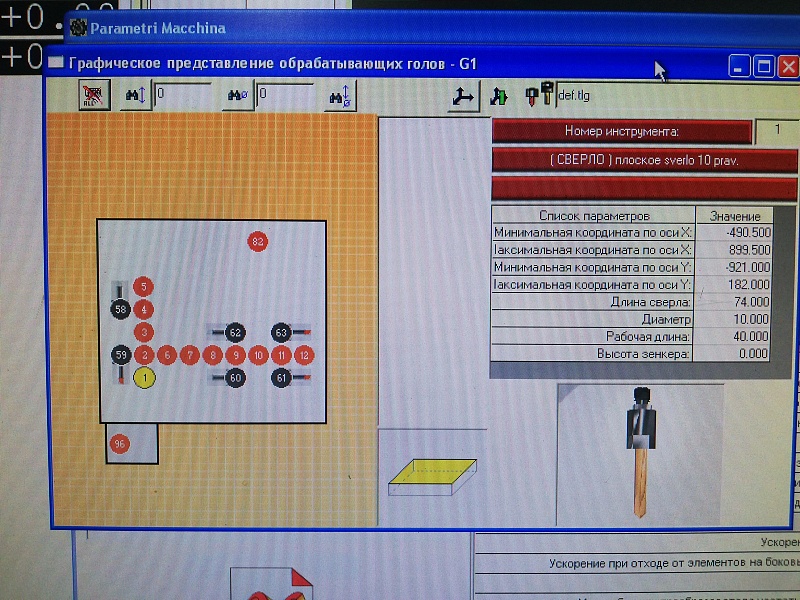
ХАРАКТЕРИСТИКИ ИНСТРУМЕНТА
- вертикального и горизонтального сверления отверстий по поверхности, а так же всем 4-м сторонам обрабатываемой заготовки;
- выполнения пазов дисковой пилой.
Позволяет производить обработку: ДСП, МДФ, пластиков и легких сплавов.
Местонахождение: г.Магнитогорск.
Характеристики
| Длина обрабатываемой заготовки, мм | 150 - 3000 |
| Ширина обрабатываемой заготовки, мм | 70 - 900 |
| Толщина обрабатываемой заготовки, мм | 10 - 50 |
| Макс. скорость перемещения по оси «X», м/мин | 40 |
| Макс. скорость перемещения по оси «Y», м/мин | 40 |
| СВЕРЛИЛЬНЫЙ АГРЕГАТ | |
| Вертикальные шпиндели, шт. | 12 (7 по X, 5 по Y) |
| Горизонтальные шпиндели, шт. | 2+2 по X, 2 по Y |
| Мощность двигателя вращения шпинделей, кВт (л.с.) | 2,2 (3) |
| Скорость вращения шпинделей, об/мин | 4.000 |
| Макс. диаметр дисковой пилы (ось Х), мм | 120 |
| Скорость вращения дисковой пилы, об/мин | 6.000 |
|
| |
| Потребление сжатого воздуха, нл/цикл | 450 |
| Потребление всасываемого воздуха, м³/ч/цикл | 1900+550 |
| Скорость воздушного потока для аспирации, м/сек | 30 |
| Установленная мощность, кВт
| 9 |
| Диаметр аспирационного отверстия, мм | 150+80 |
| Вес, кг | 1350 |
Дополнительное описание
Станина и рабочий столНеподвижная станина жестко зафиксирована, изготовлена из стальных сваренных плит, имеет наклонную рабочую поверхность, на которую крепится рабочий стол, изготовленный из бакелита. Электрошкаф интегрирован в станину. Пазы на рабочем столе позволяют выполнять сквозное сверление отверстий в обрабатываемой заготовке.
Сверлильный агрегат:
- 12 вертикальных/6 горизонтальных шпинделей;
- интегрированная пила.
Перемещение заготовки и рабочего агрегата по осям. Интеллектуальный зажим, управляемый компьютером производит захват заготовки и последовательно перемещает ее через рабочую зону вдоль оси «Х» для выполнения требуемой механической обработки. Перемещение рабочих групп вдоль осей «Х», «Y» и «Z» осуществляется путем скольжения по высокоточным призматическим направляющим и бесконечным шариковым подшипникам. Отсутствие вибраций при перемещении вдоль осей с максимальным ускорением обеспечивают бесщеточные электродвигатели, управляемые компьютером.
БЛОК УПРАВЛЕНИЯ ЧПУ
Блок управления специально разработан для сверлильно-фрезерных центров. Интерфейс оператора, Xylog, установлен на ПК.
PC-Office:
- операционная система Windows XP;
- 17” цветной ЖК монитор; - клавиатура Qwerty;
- панель управления;
- интерфейс программного обеспечения станка: Xylog Plus 2.
Основные характеристики программного обеспечения Xylog Plus2:
Программирование
- параметрическое, графическое и командами ISO;
- импорт файлов в формате DXF и ASCII;
- графические и синтаксические подсказки оператору для сверлильных операций;
- одновременная оптимизация позиционирования рабочей группы по всем поверхностям обрабатываемой заготовки, а также ее вертикальных ходов («опусканий»), что ведет к сокращению времени обработки;
- возможность изменения начала координат обрабатываемой заготовки для выполнения сверления во все возможные стороны заготовки.
Аксессуары
- on-line калькулятор с прямой передачей данных в программу;
- моделирование исполнения рабочих операций;
- использование штрих-кодов для загрузки готовых программ обработки;
- автодиагностика и сигнализация случайных ошибок и возможных неисправностей на языке пользователя;
- возможность пошагового исполнения отдельных программных шагов по разовым командам с пульта оператора.
Конфигурация
- интерфейс управления на языке пользователя;
- графическая визуализация конфигурации рабочей группы;
- функция «двойной независимой отмены (параметров)» «Оverride» для регулирования скорости позиционирования рабочей группы – холостой и рабочей.
Требования безопасности.
Станок выполнен в соответствии с требованиями по безопасности согласно международных норм и норм страны назначения.
ПРИМЕЧАНИЕ
Запрещено обрабатывать заготовки с характеристиками вне указанных. Станок может обрабатывать заготовки только прямоугольной формы, длинная сторона которых должна быть расположена вдоль оси «Х» координат обработки станка. Возможность обработки заготовок с особенным профилем должна быть рассмотрена и утверждена в процессе обсуждения контракта, т.е. – до его подписания.
ХАРАКТЕРИСТИКИ ИНСТРУМЕНТА
- горизонтальное сверление вдоль оси «X» до 20 мм – наименьшее значение по оси «Y» ;
- мин. значение зоны обработки пазовальной пилой 120 мм по оси"Y";
- наибольшая глубина вертикального сверления 30 мм;
- максимальное значение горизонтального сверления относительно пласти заготовки: (поверхность 1) 21 мм;
- проходное сверление заготовок толщиной до 22 мм сверлами 8 мм и до 20 мм сверлами 10 мм;
- интегрированная пила: * скорость вращения: 6000 об/мин; * крепление: отверстие 20 мм; * пила: 120 мм – наибольший диаметр; 6 мм – наибольшая толщина.