Четырехсторонний станок Beaver 423
Задать вопрос
Выпуск: 2012 г.
Б/У
700 000 руб.





Предназначен для плоскостной и профильной обработки заготовок с четырех сторон за один проход с целью получения изделий точной геометрической формы и необходимой шероховатости поверхности.
ШПИНДЕЛИ
Высокоточные, динамически сбалансированные шпиндели изготавливаются из термически обработанной стали. Все шпиндели проходят прецизионную обработку и контроль, что позволяет достигать безупречного качества строгания. Перед установкой на станок все шпиндели станка обкатываются в течение нескольких часов.
Шпиндели собраны с применением высокоточных подшипников известной фирмы SKF (Европа) и не требуют смазки в процессе эксплуатации.
Характеристики
| Количество шпинделей, шт. | 4 |
| Размеры обрабатываемых заготовок, мм: | |
| - ширина | 20-230 |
| - толщина | 8-160 |
| - длина наименьшая | 250 |
| Длина переднего стола, мм | 1600 |
| Скорость подачи (бесступенчатая), м/мин | 6-24 |
| Диаметры шпинделей, мм | 40 |
| Диаметр фрез наружный, мм: | |
| - нижнего шпинделя | 108...145 |
| - правого и левого шпинделей | 108...200 |
| - верхнего шпинделя | 108...200 |
| Частота вращения шпинделей, об/мин | 6000 |
| Мощность двигателей, кВт: | |
| - нижнего шпинделя | 7,5 |
| - правого шпинделя | 7,5 |
| - левого шпинделя | 7,5 |
| - верхнего шпинделя | 11
|
| Мощность двигателя подачи, кВт | 3 |
| Мощность двигателя подъема траверсы, кВт | 1,1 |
| Общая установленная мощность, кВт | 37,6 |
| Диаметр патрубков стружкоприемников, мм | 150 |
| Габаритные размеры, мм | 3540х1650х1750 |
| Масса, кг | 3300 |
Дополнительное описание
СХЕМА ОБРАБОТКИ:
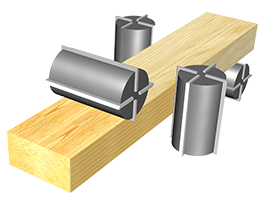 |  |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ.
ШПИНДЕЛИ
Высокоточные, динамически сбалансированные шпиндели изготавливаются из термически обработанной стали. Все шпиндели проходят прецизионную обработку и контроль, что позволяет достигать безупречного качества строгания. Перед установкой на станок все шпиндели станка обкатываются в течение нескольких часов.
Шпиндели собраны с применением высокоточных подшипников известной фирмы SKF (Европа) и не требуют смазки в процессе эксплуатации.
СТАНИНА
На всех четырехсторонних станках Beaver используется самый современный - комбинированный тип станины. Сама станина сварная, коробчатой формы, которая обрабатывается на японских металлообратывающих центрах с ЧПУ. Шпиндельные узлы, основной и подающие стол, редукторы и другие узлы, гасящие вибрацию изготовлены при помощи литья.
Подающий и рабочий столы прошли специальную термическую обработку для достижения максимальной прочности и покрыты толстым слоем твердого хрома (0,3 мм) для достижения повышенной износоустойчивости. Полированная поверхность стола уменьшает трение заготовки о стол и снижает усилие на привод подачи.
На всех четырехсторонних станках Beaver используется самый современный - комбинированный тип станины. Сама станина сварная, коробчатой формы, которая обрабатывается на японских металлообратывающих центрах с ЧПУ. Шпиндельные узлы, основной и подающие стол, редукторы и другие узлы, гасящие вибрацию изготовлены при помощи литья.
Подающий и рабочий столы прошли специальную термическую обработку для достижения максимальной прочности и покрыты толстым слоем твердого хрома (0,3 мм) для достижения повышенной износоустойчивости. Полированная поверхность стола уменьшает трение заготовки о стол и снижает усилие на привод подачи.
НАЛАДКА И ОБСЛУЖИВАНИЕ СТАНКА
Настройка всех шпинделей легко и удобно производится с передней панели станка, не открывая защитного ограждения. Отсчет размеров настройки производится по цифровым индикаторам с точностью 0,01 мм.
Настройка всех шпинделей легко и удобно производится с передней панели станка, не открывая защитного ограждения. Отсчет размеров настройки производится по цифровым индикаторам с точностью 0,01 мм.
Централизованная система смазки позволяет дистанционно осуществлять смазку узлов станка с помощью ручного насоса. При этом снижается время, затрачиваемое на обслуживание станка. Имеется отдельная система подачи смазки на рабочий стол, что исключает налипание смолы на столе и значительно снижает усилие на механизм подачи.
На горизонтальный шпиндель устанавливается пазовая фреза и специальная линейка. Это позволяет формировать на заготовке сразу две базовых поверхности, что значительно повышает точность и качество обработки. Также благодаря этому можно убирать легкую кривизну заготовок, получая изделие точной геометрической формы.
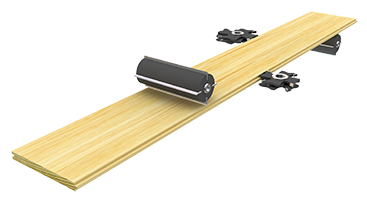
СИСТЕМА ПОДАЧИ
Приводные верхние рифленые ролики на входе позволяют обрабатывать массивные заготовки, обеспечивая высокоточную и надежную подачу заготовок.
Приводные верхние рифленые ролики на входе позволяют обрабатывать массивные заготовки, обеспечивая высокоточную и надежную подачу заготовок.
Редукторная система привода подающих спаренных роликов через карданные валы обеспечивает надежную передачу крутящего момента на верхние и нижние ролики. Усиленные безлюфтовые редукторы обеспечивают мощную и стабильную подачу заготовок.
Три независимых пневматических регулятора, управляющие прижимом трех независимых групп подающих роликов, обеспечивают безупречное позиционирование заготовки в процессе обработки в каждой зоне. Снижается время на переналадку станка, повышается производительность, в отличие от пружин - пневматика – стабильный и постоянный прижим заготовок на протяжении всего времени работы станка.
Боковой прижим, установленный напротив правого вертикального шпинделя с пневматической регулировкой. Позволяет деликатно обрабатывать заготовки небольших сечений, исключая их повреждение.
Специально разработанный механизм подачи коротких заготовок позволяет обрабатывать заготовки длинной от 180 мм при подачи торец в торец, и от 250 мм при подачи одной заготовки.
Цилиндрические направляющие, разнесенные в начало и конец рабочей зоны станка увеличенного сечения. Благодаря мощной конструкции на станке возможно обработать массивные заготовки на протяжении всей смены и более.
В базовой комплектации станка имеется 2 подающих приводных ролика в столе. Благодаря им на станке можно протягивать и обрабатывать заготовки естественной влажности, расширяя производственные возможности станка.