Четырехсторонний станок Beaver 533
Задать вопрос
Б/У

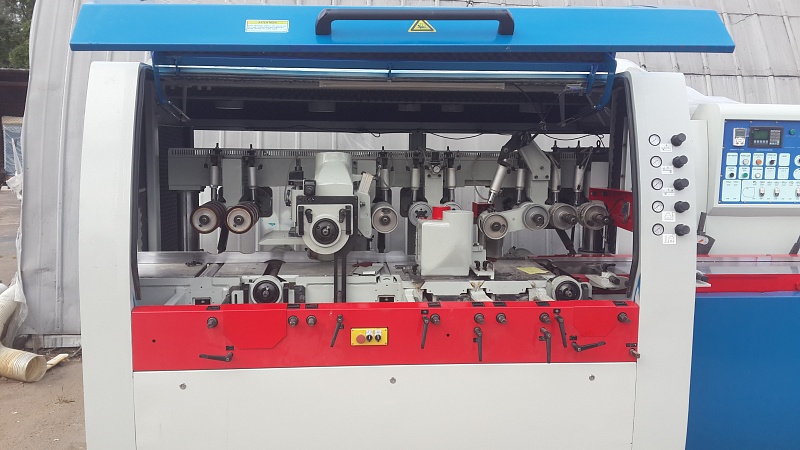


Станок предназначен для обработки (плоскостной и профильной) заготовок из древесины с максимальным сечением 330х230 мм с целью производства строительного бруса и погонажных изделий различного типа. Для повышения функциональных возможностей станок может быть дополнительно укомплектован фрезами больших диаметров (для производства качественных погонажных изделий на увеличенной скорости, благодаря чему существенно увеличивается производительность станка), а также пильным узлом, благодаря которому обеспечивается возможность осуществления продольного раскроя материала.
Оборудование не установленное!!!
1. Жесткая станина.
Массивная станина, выполненная из высокопрочного материала, обработанного термически для повышения износоустойчивасти и жесткости, гарантирует отсутствие вибрации при работе с заготовками любой массы и плотности, а также точность и устойчивость всех настроек.
2. Сбалансированные шпиндели высокой точности.
Шпиндели, укомплектованные надежными подшипниками шведского производства («SKF»), гарантируют высокую точность обработки заготовок (до 0,01 мм на п/м), а также минимальное радиальное биение шпинделя в процессе функционирования оборудования на скорости вращения до 6000 оборотов в минуту (частота вращения шпинделей может быть опционально увеличена до 7500 об/мин). Конструкция шпинделей не предусматривает необходимости смазки, что существенно упрощает процедуру технического обслуживания оборудования. Высокое качество оборудования гарантировано заводом-изготовителем, проводящим его обязательную предпродажную подготовку и тестирование.
3. Трехопорная конструкция горизонтальных шпинделей.
Комплектация горизонтальных шпинделей контр-опорами создают возможность установки инструмента диаметром до 200 мм, благодаря чему исключается возможность радиального биения шпинделей, а также обеспечивается способность станка работать с заготовками шириной до 330 мм.
4. Специальное оснащение первого шпинделя.
Для повышения эффективности обработки поверхностей заготовки и экономии времени работы станка первый шпиндель оборудован пазовой фрезой и линейкой, посредством которых на заготовке формируются одновременно две базовые поверхности.
5. Надежные столы подачи и обработки материала.
Столы для подачи материала и его обработки произведены из термически обработанного материала и покрыты слоем хрома толщиной 0,3 мм, что обеспечивает устойчивость поверхности к физическому и химическому воздействию (твердость покрытия 60HRC).
6. Подача заготовок большого сечения
Для перемещения материала увеличенного сечения станок укомплектован специальной системой, состоящей из верхних вальцов с функцией прижима и нижних – приводных.
7. Аккуратное перемещение готового изделия
Обработанная заготовка на выходе станка перемещается при помощи нижних приводных вальцов и двух пар роликов, выполненных из полиуретана, благодаря чему полностью исключается вероятность механического повреждения готового изделия.
8. Надежный прижим заготовок.
Прочная фиксация заготовки обеспечивается прижимными вальцами, оборудованными пневматическими цилиндрами, которые создают постоянное и равномерное усилие прижима материала для обработки.
9. Привод роликов подачи через карданные валы.
Редукторный механизм, обеспечивающий привод подающих парных роликов посредством карданных валов, способен осуществлять передачу крутящего момента без потери мощности, благодаря чему обеспечивается равномерная и точная подача заготовок, а также исключается возможность их смещения относительно обрабатывающего инструмента.
10. Инвертор.
Регулировка скорости подачи заготовок в зависимости от условий обработки материала (от 5 до 25 м/мин) осуществляется посредством электронной системы, оборудованной инвертором, что позволяет производить плавное изменение скорости перемещения заготовок, обеспечивая высокое качество обработки поверхностей.
11.Управление шпинделями с цифровой индикацией.
Настройка базирования шпинделей относительно обрабатываемых поверхностей производится с панели управления, расположенной на фронтальной поверхности станка, благодаря чему обеспечивается удобство и простота управления технологическим процессом, а также безопасность работы оператора. Процесс управления шпинелями не предусматривает необходимости открытия защитного гофрированного кожуха, предохраняющего механизмы позиционирования инструмента от побочных продуктов технологического процесса (опилок, стружек, смолы).
12. Удобство управления перемещением стола подачи и направляющей линейки.
Для регулировки позиционирования стола подачи и направляющей линейки станок оборудован рычагами быстрой настройки.
13. Прижим боковых и подающих вальцов.
Точное и надежное базирование заготовки на протяжении всего технологического процесса обработки материала обеспечивается прижимом направляющих и подающих вальцов, регулировка которых осуществляется посредством независимых пневматических механизмов, контролируемых с центральной панели управления без необходимости открытия защитного корпуса.
14. Смазка рабочего стола.
Рабочий стол укомплектован индивидуальной системой подачи смазки, предотвращающей накапливание побочных продуктов производственного процесса (стружек, смолы) на рабочей поверхности и уменьшающей давление на подающий механизм. Станок также оборудован системой подачи смазочной жидкости на все рабочие узлы и механизмы.
15. Оснащение последнего шпинделя блоком дисковых пил.
Последний шпиндель оборудован возможностью дополнительной комплектации пильным узлом, посредством которого станок способен производить раскрой заготовок по толщине.
Оборудование не установленное!!!
Характеристики
| Размеры обрабатываемой заготовки, мм:
- ширина - толщина - длина не менее |
20-330 8-230 350 |
| Количество шпинделей, шт. | 5 |
| Частота вращения шпинделей, об/мин. | 6000 |
| Посадочный диаметр шпинделей, мм | 50 |
| Скорость подачи, м/мин | 5-25 |
| Мощность 1-го нижнего шпинделя, кВт | 11 |
| Мощность правого шпинделя, кВт | 7,5 |
| Мощность левого шпинделя, кВт | 7,5 |
| Мощность 1-го верхнего шпинделя, кВт | 11 |
| Мощность 2-го нижнего шпинделя, кВт | 11 |
| Мощность двигателя подачи, кВт | 5,5 |
| Мощность двигателя подъема, кВт | 1,1 |
| Суммарная мощность, кВт | 54,6 |
| Длина загрузочного стола, мм | 1955 |
| Размеры инструмента (Dнар. х dпос), мм:
- на первом шпинделе - на вертикальных шпинделях - на горизонтальных шпинделях |
110-145 110-200 110-200 |
| Габариты, мм | 4191х2144х2000 |
| Масса, кг | 5600 |
Дополнительное описание
1. Жесткая станина.
Массивная станина, выполненная из высокопрочного материала, обработанного термически для повышения износоустойчивасти и жесткости, гарантирует отсутствие вибрации при работе с заготовками любой массы и плотности, а также точность и устойчивость всех настроек.
2. Сбалансированные шпиндели высокой точности.
Шпиндели, укомплектованные надежными подшипниками шведского производства («SKF»), гарантируют высокую точность обработки заготовок (до 0,01 мм на п/м), а также минимальное радиальное биение шпинделя в процессе функционирования оборудования на скорости вращения до 6000 оборотов в минуту (частота вращения шпинделей может быть опционально увеличена до 7500 об/мин). Конструкция шпинделей не предусматривает необходимости смазки, что существенно упрощает процедуру технического обслуживания оборудования. Высокое качество оборудования гарантировано заводом-изготовителем, проводящим его обязательную предпродажную подготовку и тестирование.
3. Трехопорная конструкция горизонтальных шпинделей.
Комплектация горизонтальных шпинделей контр-опорами создают возможность установки инструмента диаметром до 200 мм, благодаря чему исключается возможность радиального биения шпинделей, а также обеспечивается способность станка работать с заготовками шириной до 330 мм.
4. Специальное оснащение первого шпинделя.
Для повышения эффективности обработки поверхностей заготовки и экономии времени работы станка первый шпиндель оборудован пазовой фрезой и линейкой, посредством которых на заготовке формируются одновременно две базовые поверхности.
5. Надежные столы подачи и обработки материала.
Столы для подачи материала и его обработки произведены из термически обработанного материала и покрыты слоем хрома толщиной 0,3 мм, что обеспечивает устойчивость поверхности к физическому и химическому воздействию (твердость покрытия 60HRC).
6. Подача заготовок большого сечения
Для перемещения материала увеличенного сечения станок укомплектован специальной системой, состоящей из верхних вальцов с функцией прижима и нижних – приводных.
7. Аккуратное перемещение готового изделия
Обработанная заготовка на выходе станка перемещается при помощи нижних приводных вальцов и двух пар роликов, выполненных из полиуретана, благодаря чему полностью исключается вероятность механического повреждения готового изделия.
8. Надежный прижим заготовок.
Прочная фиксация заготовки обеспечивается прижимными вальцами, оборудованными пневматическими цилиндрами, которые создают постоянное и равномерное усилие прижима материала для обработки.
9. Привод роликов подачи через карданные валы.
Редукторный механизм, обеспечивающий привод подающих парных роликов посредством карданных валов, способен осуществлять передачу крутящего момента без потери мощности, благодаря чему обеспечивается равномерная и точная подача заготовок, а также исключается возможность их смещения относительно обрабатывающего инструмента.
10. Инвертор.
Регулировка скорости подачи заготовок в зависимости от условий обработки материала (от 5 до 25 м/мин) осуществляется посредством электронной системы, оборудованной инвертором, что позволяет производить плавное изменение скорости перемещения заготовок, обеспечивая высокое качество обработки поверхностей.
11.Управление шпинделями с цифровой индикацией.
Настройка базирования шпинделей относительно обрабатываемых поверхностей производится с панели управления, расположенной на фронтальной поверхности станка, благодаря чему обеспечивается удобство и простота управления технологическим процессом, а также безопасность работы оператора. Процесс управления шпинелями не предусматривает необходимости открытия защитного гофрированного кожуха, предохраняющего механизмы позиционирования инструмента от побочных продуктов технологического процесса (опилок, стружек, смолы).
12. Удобство управления перемещением стола подачи и направляющей линейки.
Для регулировки позиционирования стола подачи и направляющей линейки станок оборудован рычагами быстрой настройки.
13. Прижим боковых и подающих вальцов.
Точное и надежное базирование заготовки на протяжении всего технологического процесса обработки материала обеспечивается прижимом направляющих и подающих вальцов, регулировка которых осуществляется посредством независимых пневматических механизмов, контролируемых с центральной панели управления без необходимости открытия защитного корпуса.
14. Смазка рабочего стола.
Рабочий стол укомплектован индивидуальной системой подачи смазки, предотвращающей накапливание побочных продуктов производственного процесса (стружек, смолы) на рабочей поверхности и уменьшающей давление на подающий механизм. Станок также оборудован системой подачи смазочной жидкости на все рабочие узлы и механизмы.
15. Оснащение последнего шпинделя блоком дисковых пил.
Последний шпиндель оборудован возможностью дополнительной комплектации пильным узлом, посредством которого станок способен производить раскрой заготовок по толщине.