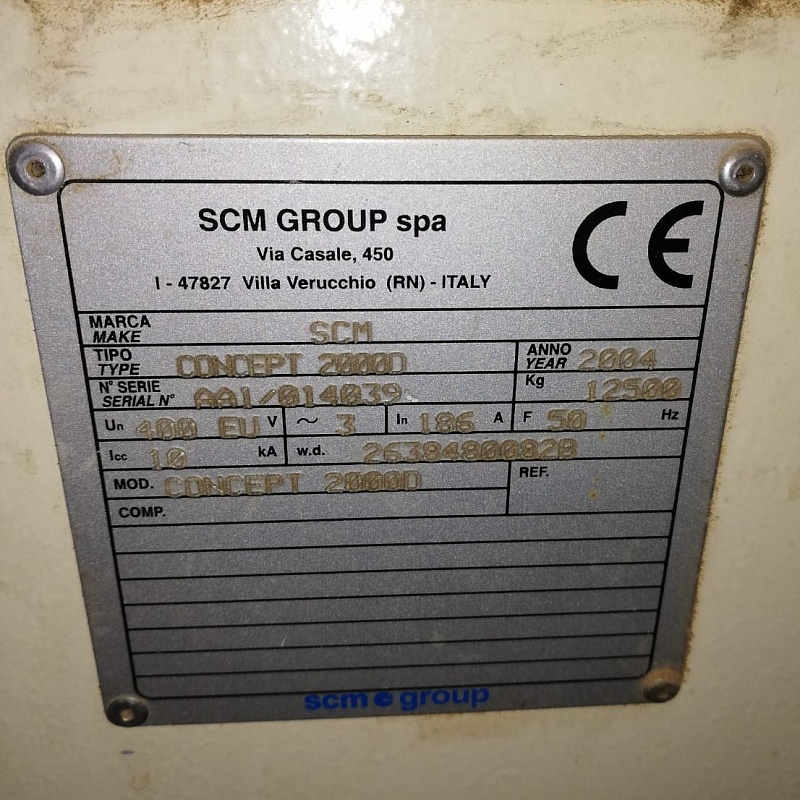
Двухсторонний шипорезный станок SCM Concept 2000D
Задать вопрос



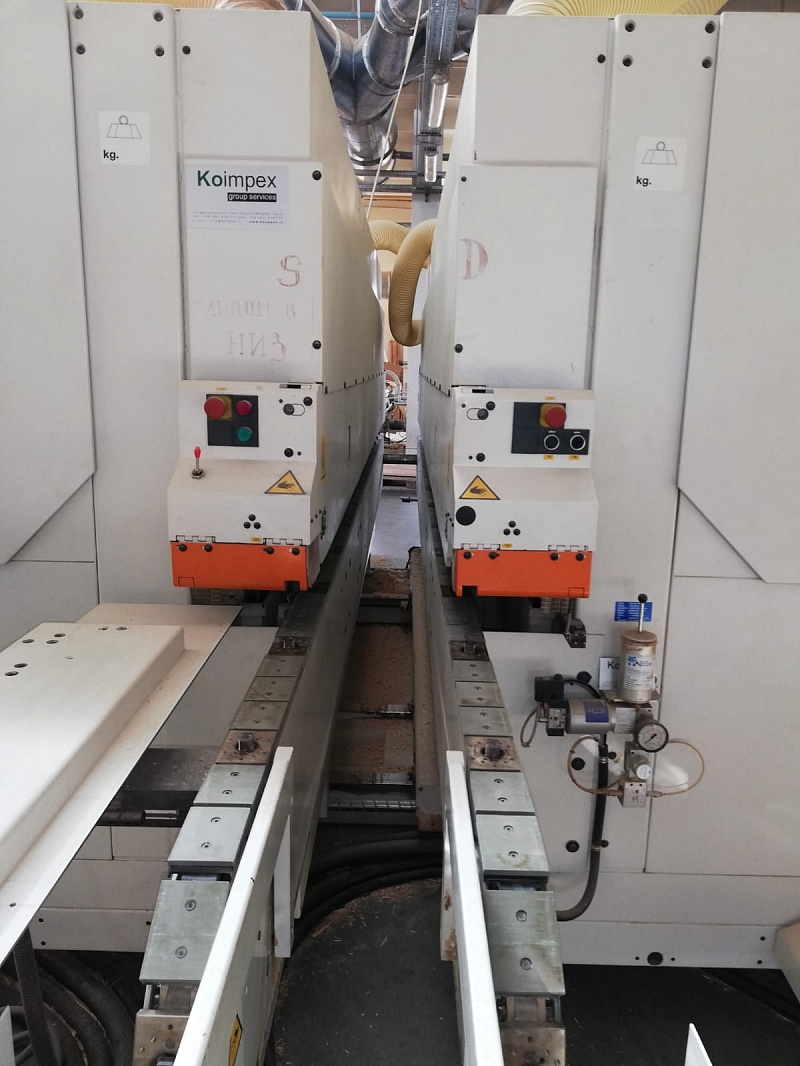






Автоматический двухсторонний шипорезный форматно-обрезной станок предназначен для фрезерования шипов и проушин с обеих сторон в рамочных и каркасных конструкциях из древесины, форматирования ДСП и мебельного щита в заданный размер, для обгонки по периметру дверных полотен и оконных рам, изготовления паркета и половой доски.
В связи с широким применением каркасных и рамочных конструкций станок может использоваться на деревообрабатывающих предприятиях, мебельном и столярно-строительном производствах любой мощности. При использовании в массовом производстве станок может быть встроен в поточную линию.
Заготовки перемещаются от суппорта к суппорту с помощью конвейера.
Основными достоинствами станка являются высокое качество и высокая производительность.
Шпиндель (диаметр х длина): 40 х 85 мм
Максимальный диаметр режущего инструмента 300 мм
Мощность электродвигателя 6 кВт, 3000 об/мин. – 2 шт.
Горизонтальное позиционирование - 2 шт.
Автоматическая смазка рабочего узла -2 шт.
Высокоточный шпиндель 50 х 620 мм
Максимальный диаметр режущего инструмента 320 мм
В связи с широким применением каркасных и рамочных конструкций станок может использоваться на деревообрабатывающих предприятиях, мебельном и столярно-строительном производствах любой мощности. При использовании в массовом производстве станок может быть встроен в поточную линию.
Заготовки перемещаются от суппорта к суппорту с помощью конвейера.
Основными достоинствами станка являются высокое качество и высокая производительность.
Характеристики
| Макс. рабочая ширина, мм | 3100 |
| Мин. рабочая ширина, мм:
- на одинарной ленте подачи - на двух лентах подачи |
75 150 |
| Макс. рабочая высота, мм | 180 |
| Макс. расстояние между подающей лентой и опорами (макс. вылет заготовки за цепь), мм | 200 |
| Скорость подачи (бесступенчатая), м/мин | 3 - 18 |
| Всего агрегатов с каждой стороны, шт.
| 2 х 7
|
| Вес, кг
| 12 500
|
Дополнительное описание
Узел форматной обрезки – 2 шт.Шпиндель (диаметр х длина): 40 х 85 мм
Максимальный диаметр режущего инструмента 300 мм
Мощность электродвигателя 6 кВт, 3000 об/мин. – 2 шт.
Горизонтальное позиционирование - 2 шт.
Автоматическая смазка рабочего узла -2 шт.
Автоматические тормоза – 2 шт.
Фрезерный узел – 2 х 3 шт.
Мощность электродвигателя 7 кВт
Фрезерный узел - 2 шт.
Мощность электродвигателя 5 кВт
Антискольный узел - 2 шт.
Мощность электродвигателя 3,3 кВт
Вертикально-фрезерный узел – 2 шт.
Высокоточный шпиндель 50 х 620 мм
Максимальный диаметр режущего инструмента 320 мм
Мощность каждого электродвигателя 11 кВт
Станина
Стальная станина трубчатой и ребристой структуры для обеспечения максимальной прочности и точности даже в случае тяжелой обработки или нескольких рабочих смен. На ней установлены контрфорсы: один фиксированный и один подвижный (тоже стальные и трубчатой структуры). Перемещение подвижного контрфорса осуществляется посредством трапецеидального винта (двух винтов в случае станка с двойной станиной) высокой точности и происходит по прямоугольной направляющей, специально отшлифованной. В целях уменьшения трения и гарантии надежности и точности перемещений, зона соприкосновения подвижного контрфорса и станины покрыта антифрикционным материалом. Ручная смазка винтов и направляющих обеспечивает оптимальное использование станка, избегая случайных заеданий и преждевременного износа. Такое решение позволяет осуществлять обработку заготовок как уменьшенных, так и значительных размеров.
Опоры с анкеровкой
Опоры выполнены из чугуна и имеют трубчатую ребристую форму больших размеров (210 мм для двойных и 120 мм для одинарных). По бокам находятся направляющие в виде "ласточкиного хвоста", на которых закреплены каретки, поддерживающие рабочие узлы. Они имеют двойную функцию; поддерживают систему подачи панелей и рабочие узлы.
Система подачи
Представлена цепью, состоящей из ряда стальных звеньев. Такое решение обеспечивает повышенную производительность с одновременной прочностью, и надежностью одновременно с уменьшенными габаритами. Звенья соединены посредством стержней из закаленной стали на игольчатых подшипниках и располагаются на роликовых подшипниках с автоматической смазкой
Ползуны, расположенные над звеньями, выполнены из синтетического материала с низким коэффициентом трения и служат для направления цепи и для поддержки заготовки. Для обеспечения прямолинейности башмаки имеют две направляющие: одну ровную и одну полукруглую, таким образом, обеспечивается ортогональное движение системы подачи.
Особая внешняя форма ползуна позволяет защитить направляющие цепи от пыли и стружки. Принудительная автоматическая смазка в масляном тумане гарантирует оптимальное продвижение цепи по нижней опоре (лонжерону). Таким образом система подачи заготовок не требует дополнительного ухода и смазки. Над ползуном зафиксирована стальная обрезиненная пластина. С одной стороны, она создает точную и прочную опорную базу для заготовок, а с другой стороны, защищает нижний башмак от случайных ударов. Базирующие упоры для заготовок, каждый 400 мм, могут быть выключены нажатием с одновременным поворотом. Можно отметить их положение по осям по отношению к подаче, так чтобы оптимально обеспечить их центровку с соответствующими упорами, находящимися на другой цепи. На каждом лонжероне есть амортизатор, который обеспечивает постоянное натяжение цепи при любых условиях. Подача цепей и верхних прижимов регулируется планкой диаметром 80 мм, по которой происходит движение подвижного контрфорса.
Прижимы
Прижимы, расположенные над цепью, блокируют заготовку, расположенную над цепью, и (если используются) напротив упоров. Сцепление позволяет регулировать скорость самого прижима в зависимости от обработки. Прижимы имеют несущую стальную структуру, внутри которой движется трапецеидальный ремень. В нижней части (рабочая зона) ремень направляется рядом холостых подпружиненных роликов маленького диаметра. Это обеспечивает оптимальное прилегание ремня к заготовке. Можно осуществлять постоянный прижим даже неровных заготовок до 12 мм. Ручная вертикальная регулировка с цифровым показателем позволяет позиционировать прижим на желаемой высоте в зависимости от толщины заготовки.
Позиционирование рабочих узлов
Рабочие узлы закреплены на каретках, обеспечивающих вертикальное, горизонтальное и угловое перемещение. Такое перемещение осуществляется посредством стальных трапецеидальных винтов с бронзовой резьбой. Показание горизонтального и вертикального позиционирования осуществляется посредством механических указателей десятичной точности, угловые показания отмечаются на противоположной градуированной шкале. Для автоматического позиционирования поверхность "ласточкиного хвоста" покрыта материалом с низким коэффициентом трения, шаровинтовая пара служат для перемещения, которое регулируется двухскоростными двигателями (AC) в быстром режиме для достижения нужной высоты и в медленном режиме для достижения точного позиционирования.
Электрические устройства
Каждый двигатель оснащен собственными устройствами безопасности и автоматическим запуском со звезды на треугольник посредством клавиш. Электрический шкаф, откуда можно осуществлять запуск и останов каждого отдельного двигателя, разблокировать тормоз, менять направление вращения (где это предусмотрено), оснащен подвижной кнопочной панелью для облегчения операций наладки и главным выключателем, запирающимся на ключ. Показатель ширины обработки, расположенный на подвижном контрфорсе с предусмотренной (по заказу) системой позиционирования подвижного контрфорса, расположен на электрическом шкафе.
Стальная станина трубчатой и ребристой структуры для обеспечения максимальной прочности и точности даже в случае тяжелой обработки или нескольких рабочих смен. На ней установлены контрфорсы: один фиксированный и один подвижный (тоже стальные и трубчатой структуры). Перемещение подвижного контрфорса осуществляется посредством трапецеидального винта (двух винтов в случае станка с двойной станиной) высокой точности и происходит по прямоугольной направляющей, специально отшлифованной. В целях уменьшения трения и гарантии надежности и точности перемещений, зона соприкосновения подвижного контрфорса и станины покрыта антифрикционным материалом. Ручная смазка винтов и направляющих обеспечивает оптимальное использование станка, избегая случайных заеданий и преждевременного износа. Такое решение позволяет осуществлять обработку заготовок как уменьшенных, так и значительных размеров.
Опоры с анкеровкой
Опоры выполнены из чугуна и имеют трубчатую ребристую форму больших размеров (210 мм для двойных и 120 мм для одинарных). По бокам находятся направляющие в виде "ласточкиного хвоста", на которых закреплены каретки, поддерживающие рабочие узлы. Они имеют двойную функцию; поддерживают систему подачи панелей и рабочие узлы.
Система подачи
Представлена цепью, состоящей из ряда стальных звеньев. Такое решение обеспечивает повышенную производительность с одновременной прочностью, и надежностью одновременно с уменьшенными габаритами. Звенья соединены посредством стержней из закаленной стали на игольчатых подшипниках и располагаются на роликовых подшипниках с автоматической смазкой
Ползуны, расположенные над звеньями, выполнены из синтетического материала с низким коэффициентом трения и служат для направления цепи и для поддержки заготовки. Для обеспечения прямолинейности башмаки имеют две направляющие: одну ровную и одну полукруглую, таким образом, обеспечивается ортогональное движение системы подачи.
Особая внешняя форма ползуна позволяет защитить направляющие цепи от пыли и стружки. Принудительная автоматическая смазка в масляном тумане гарантирует оптимальное продвижение цепи по нижней опоре (лонжерону). Таким образом система подачи заготовок не требует дополнительного ухода и смазки. Над ползуном зафиксирована стальная обрезиненная пластина. С одной стороны, она создает точную и прочную опорную базу для заготовок, а с другой стороны, защищает нижний башмак от случайных ударов. Базирующие упоры для заготовок, каждый 400 мм, могут быть выключены нажатием с одновременным поворотом. Можно отметить их положение по осям по отношению к подаче, так чтобы оптимально обеспечить их центровку с соответствующими упорами, находящимися на другой цепи. На каждом лонжероне есть амортизатор, который обеспечивает постоянное натяжение цепи при любых условиях. Подача цепей и верхних прижимов регулируется планкой диаметром 80 мм, по которой происходит движение подвижного контрфорса.
Прижимы
Прижимы, расположенные над цепью, блокируют заготовку, расположенную над цепью, и (если используются) напротив упоров. Сцепление позволяет регулировать скорость самого прижима в зависимости от обработки. Прижимы имеют несущую стальную структуру, внутри которой движется трапецеидальный ремень. В нижней части (рабочая зона) ремень направляется рядом холостых подпружиненных роликов маленького диаметра. Это обеспечивает оптимальное прилегание ремня к заготовке. Можно осуществлять постоянный прижим даже неровных заготовок до 12 мм. Ручная вертикальная регулировка с цифровым показателем позволяет позиционировать прижим на желаемой высоте в зависимости от толщины заготовки.
Позиционирование рабочих узлов
Рабочие узлы закреплены на каретках, обеспечивающих вертикальное, горизонтальное и угловое перемещение. Такое перемещение осуществляется посредством стальных трапецеидальных винтов с бронзовой резьбой. Показание горизонтального и вертикального позиционирования осуществляется посредством механических указателей десятичной точности, угловые показания отмечаются на противоположной градуированной шкале. Для автоматического позиционирования поверхность "ласточкиного хвоста" покрыта материалом с низким коэффициентом трения, шаровинтовая пара служат для перемещения, которое регулируется двухскоростными двигателями (AC) в быстром режиме для достижения нужной высоты и в медленном режиме для достижения точного позиционирования.
Электрические устройства
Каждый двигатель оснащен собственными устройствами безопасности и автоматическим запуском со звезды на треугольник посредством клавиш. Электрический шкаф, откуда можно осуществлять запуск и останов каждого отдельного двигателя, разблокировать тормоз, менять направление вращения (где это предусмотрено), оснащен подвижной кнопочной панелью для облегчения операций наладки и главным выключателем, запирающимся на ключ. Показатель ширины обработки, расположенный на подвижном контрфорсе с предусмотренной (по заказу) системой позиционирования подвижного контрфорса, расположен на электрическом шкафе.