Автоматическая окрасочная камера с поперечно перемещающейся распылительной кареткой
Задать вопрос


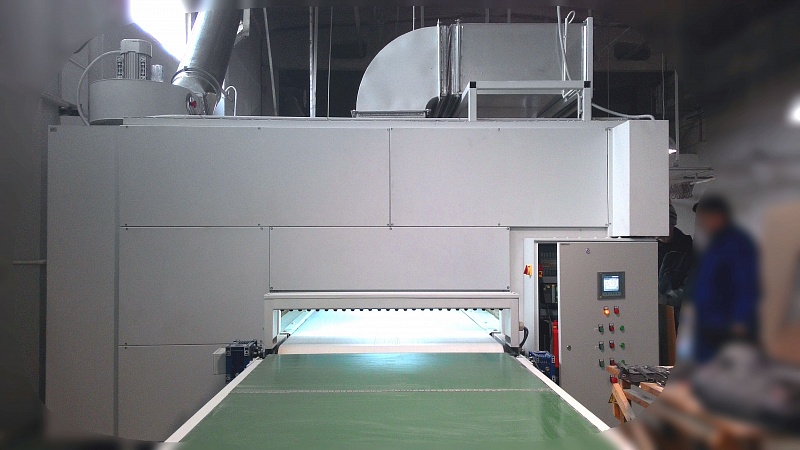




Автоматическая окрасочная камера предназначена для высококачественного и высокопроизводительного нанесения лакокрасочного покрытия (морилок, грунтов, финишных лаков) на поверхность и кромки элементов мебели, щитовые плоские и профильные изделия (двери, фасады).
Нанесение ЛКМ происходит в автоматическом режиме воздушными или безвоздушными краскораспылительными пистолетами, исключая ручной труд оператора.
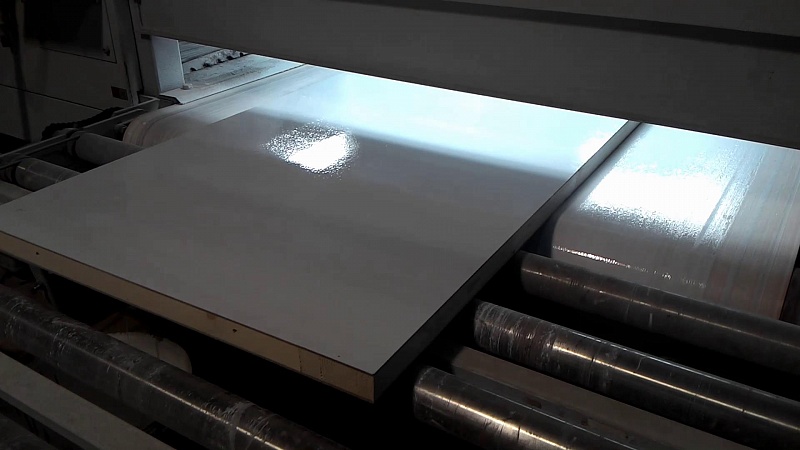
Пистолеты включаются в момент прохождения детали и окрашивают ее верхнюю пласть и все кромки.
Размеры и положение детали считываются специальным датчиком (фотооптической линейкой) на входе станка, далее пистолеты в автоматическом режиме окрашивают ту область, где находится деталь, экономя таким образом значительное количество краски.
Скорость подачи заготовки, скорость перемещения каретки с распылительными пистолетами задается оператором на сенсорном дисплее touch-screen пульта управления. Расход краски (лака), давление воздуха в магистралях так же регулируется с пульта управления или на краскораспылительных пистолетах.
Вся работа станка управляется с помощью промышленного контроллера.
После окраски деталь выходит из покрасочной камеры и может подаваться дальше в сушильный туннель проходного типа.
Нанесение ЛКМ происходит в автоматическом режиме воздушными или безвоздушными краскораспылительными пистолетами, исключая ручной труд оператора.
Характеристики
| Рабочая ширина станка, мм
| 1300 |
| Высота окрашиваемых деталей, мм
| 3-100 |
| Длина окрашиваемых деталей, мм
| от 100 |
| Скорость подачи, м/мин | 1-6 |
| Мощность мотор-редуктора конвейера, кВт | 2,2 |
| Мощность приточного вентилятора, кВт | 4 |
| Мощность вытяжного вентилятора, кВт | 4 |
| Мощность сервопривода каретки, кВт | 1,8 |
| Мощность привода системы очистки, кВт | 0,37 |
| Количество окрасочных пистолетов, шт. | 4-8 |
| Давление в пневмосистеме, атм. | 6 |
| Электропитание, В
| 380 |
Дополнительное описание
Принцип работы окрасочной камеры.
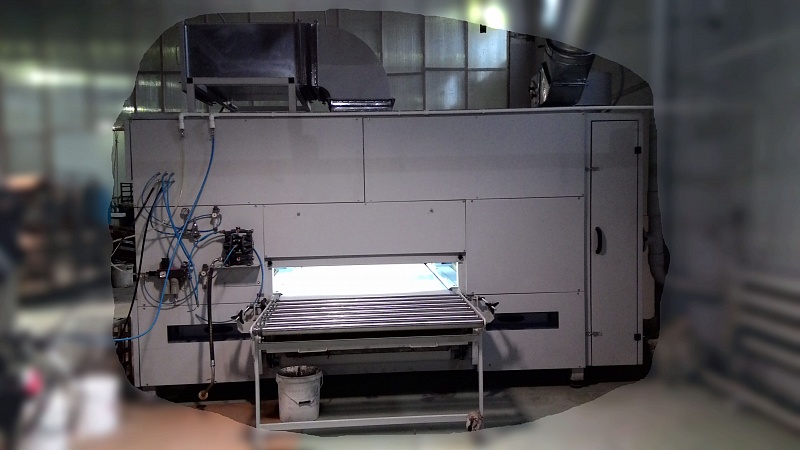
Предварительно очищенное изделие подается по ленточному транспортеру в покрасочную камеру. Покрытие ЛКМ осуществляется 4-мя или 8-ю распылительными пистолетами, смонтированными по 4 шт. на одной или двух поперечно перемещающихся каретках. Каретка с помощью бесщеточного мотора совершает возвратно поступательное движение перпендикулярно движению транспортерной ленты, на которой расположена деталь.Пистолеты включаются в момент прохождения детали и окрашивают ее верхнюю пласть и все кромки.
Размеры и положение детали считываются специальным датчиком (фотооптической линейкой) на входе станка, далее пистолеты в автоматическом режиме окрашивают ту область, где находится деталь, экономя таким образом значительное количество краски.
Скорость подачи заготовки, скорость перемещения каретки с распылительными пистолетами задается оператором на сенсорном дисплее touch-screen пульта управления. Расход краски (лака), давление воздуха в магистралях так же регулируется с пульта управления или на краскораспылительных пистолетах.
Вся работа станка управляется с помощью промышленного контроллера.
После окраски деталь выходит из покрасочной камеры и может подаваться дальше в сушильный туннель проходного типа.
|
Производительность и экономичность. Современная автоматическая окрасочная камера проходного типа позволяет в разы увеличить производительность по сравнению с классическим ручным методом нанесения. Автоматическая система контроля включения-выключения пистолетов только в момент прохождения изделия в зоне нанесения позволяет значительно экономить расход ЛКМ. |
Конструктивные особенности.
Конвейерная система
Перемещение заготовки внутри станка осуществляется посредством конвейерной ленты, стойкой к воздействию растворителей и другим агрессивным материалам.
Предусмотрена очистка ленты после ее выхода из окрасочной камеры, чтобы избежать попадания остатков ЛКМ на обратную сторону изделия.
Зона распыления
Нанесение ЛКМ происходит в изолированной камере, оснащенной приточно-вытяжной вентиляцией и лампой освещения во взрывобезопасном исполнении. Воздух подается в камеру через две широкие распределительные панели в верхней части кабины. За счет этого в камере создается равномерный воздушный поток, направление которого совпадает с направлением распылительных факелов. Такая схема способствует ровному и качественному нанесению ЛКМ на поверхность как плоских, так и фрезерованных (профильных) деталей и исключает любое попадание пыли извне в зону покраски.
Доступ к покрасочной камере осуществляется через остекленные смотровые дверцы с правой стороны станка, которые открываются вручную и оборудованы блокировкой безопасности. Благодаря этому оператор имеет доступ в зону распыления для обслуживания и настройки пистолетов и может постоянно контролировать работу станка. Смотровые дверцы имеют дополнительное уплотнение.
Покрасочный узел
4-ре распылительных пистолета устанавливаются на подвижную каретку, которая совершает возвратно-поступательное движение под прямым углом к направлению подачи деталей. Перемещение осуществляется посредством синтетического зубчатого ремня с приводом от бесщеточого мотора, который обеспечивает корректное ускорение и замедление каретки.
Благодаря остекленным смотровым дверцам оператор имеет доступ в зону распыления для обслуживания и настройки пистолетов и может постоянно контролировать работу станка.
Положение пистолетов регулируется по горизонтали и вертикали, что позволяет задать оптимальное направление факелов распыления к детали.
Перемещение заготовки внутри станка осуществляется посредством конвейерной ленты, стойкой к воздействию растворителей и другим агрессивным материалам.
Предусмотрена очистка ленты после ее выхода из окрасочной камеры, чтобы избежать попадания остатков ЛКМ на обратную сторону изделия.
Зона распыления
Нанесение ЛКМ происходит в изолированной камере, оснащенной приточно-вытяжной вентиляцией и лампой освещения во взрывобезопасном исполнении. Воздух подается в камеру через две широкие распределительные панели в верхней части кабины. За счет этого в камере создается равномерный воздушный поток, направление которого совпадает с направлением распылительных факелов. Такая схема способствует ровному и качественному нанесению ЛКМ на поверхность как плоских, так и фрезерованных (профильных) деталей и исключает любое попадание пыли извне в зону покраски.
Доступ к покрасочной камере осуществляется через остекленные смотровые дверцы с правой стороны станка, которые открываются вручную и оборудованы блокировкой безопасности. Благодаря этому оператор имеет доступ в зону распыления для обслуживания и настройки пистолетов и может постоянно контролировать работу станка. Смотровые дверцы имеют дополнительное уплотнение.
Покрасочный узел
4-ре распылительных пистолета устанавливаются на подвижную каретку, которая совершает возвратно-поступательное движение под прямым углом к направлению подачи деталей. Перемещение осуществляется посредством синтетического зубчатого ремня с приводом от бесщеточого мотора, который обеспечивает корректное ускорение и замедление каретки.
Благодаря остекленным смотровым дверцам оператор имеет доступ в зону распыления для обслуживания и настройки пистолетов и может постоянно контролировать работу станка.
Положение пистолетов регулируется по горизонтали и вертикали, что позволяет задать оптимальное направление факелов распыления к детали.
|
Качество и экологичность
Большая равномерность нанесения покрытий позволяет успешно использовать станок даже на наиболее сложных этапах отделки.
Превосходная отделка сложного фрезерованного рельефа и высоких кромок. Эффективное и быстрое удаление лакового тумана из зоны покраски позволяет поддерживать чистоту внутри станка и добиваться наилучшего качества отделки. Применяемая система двойной фильтрации в вытяжной вентиляции обеспечивает высокую степень очистки воздуха и делает станок безопасным для персонала и окружающей среды. |
Подача краски и нанесение
Краска (лак) подается в пистолеты под давлением с помощью мембранного или поршневого насоса (в зависимости от типа распыления).
Благодаря оптической линейки, считывающей положение изделий на ленте перед входом в зону окраски, включение и выключение пистолетов (распыление ЛКМ) происходит в зависимости от размера, конфигурации и скорости подачи детали.
Очистка ленты
Очистка транспортерной ленты от попавшей на нее краски производится на выходе с помощью стальной ракли. При этом краска сливается в емкость с помощью автоматического скребка и может быть повторно использована в зависимости от свойств самой краски. В области касания ракля имеет пластиковый наконечник, во избежание абразивного воздействия на ленту.
Для окончательной очистки ленты используются два вращающихся вала с подачей растворителя (или чистящего раствора в зависимости от используемого ЛКМ).
Блок подготовки воздуха
В верхней части станка располагается блок подготовки воздуха, который фильтрует и подает воздух через две распределительные потолочные панели в зону распыления станка. Благодаря этому исключается проникновение пыли в зону нанесения ЛКМ и попадание на окрашиваемое изделие.
Фильтрация воздуха и вытяжная вентиляция
Внутри зоны распыления с обеих сторон транспортерной ленты расположены широкие вытяжные панели с сухими фильтрами из ячеистого картона большой площади. Данная система быстро и эффективно улавливает твердые частицы ЛКМ, устраняет лаковый туман и поддерживает чистоту в зоне покраски, а так же обеспечивает равномерную и постоянную скорость воздушного потока в зоне нанесения.
Отвод воздуха из зоны окраски производится специальным взрывобезопасным вентилятором, который располагается на специальном суппорте. Перед выбросом наружу или в систему общецеховой вентиляции воздух помимо сухого фильтра проходит через синтетический фильтр тонкой очистки, улавливающий большую часть вредных примесей.
Применяемая система фильтрации и вытяжной вентиляции обеспечивает высокую степень очистки воздуха и делает станок безопасным для персонала и окружающей среды
Краска (лак) подается в пистолеты под давлением с помощью мембранного или поршневого насоса (в зависимости от типа распыления).
Благодаря оптической линейки, считывающей положение изделий на ленте перед входом в зону окраски, включение и выключение пистолетов (распыление ЛКМ) происходит в зависимости от размера, конфигурации и скорости подачи детали.
Очистка ленты
Очистка транспортерной ленты от попавшей на нее краски производится на выходе с помощью стальной ракли. При этом краска сливается в емкость с помощью автоматического скребка и может быть повторно использована в зависимости от свойств самой краски. В области касания ракля имеет пластиковый наконечник, во избежание абразивного воздействия на ленту.
Для окончательной очистки ленты используются два вращающихся вала с подачей растворителя (или чистящего раствора в зависимости от используемого ЛКМ).
Блок подготовки воздуха
В верхней части станка располагается блок подготовки воздуха, который фильтрует и подает воздух через две распределительные потолочные панели в зону распыления станка. Благодаря этому исключается проникновение пыли в зону нанесения ЛКМ и попадание на окрашиваемое изделие.
Фильтрация воздуха и вытяжная вентиляция
Внутри зоны распыления с обеих сторон транспортерной ленты расположены широкие вытяжные панели с сухими фильтрами из ячеистого картона большой площади. Данная система быстро и эффективно улавливает твердые частицы ЛКМ, устраняет лаковый туман и поддерживает чистоту в зоне покраски, а так же обеспечивает равномерную и постоянную скорость воздушного потока в зоне нанесения.
Отвод воздуха из зоны окраски производится специальным взрывобезопасным вентилятором, который располагается на специальном суппорте. Перед выбросом наружу или в систему общецеховой вентиляции воздух помимо сухого фильтра проходит через синтетический фильтр тонкой очистки, улавливающий большую часть вредных примесей.
Применяемая система фильтрации и вытяжной вентиляции обеспечивает высокую степень очистки воздуха и делает станок безопасным для персонала и окружающей среды
|
Экономический эффект
Значительная экономия расхода материала, высокая производительность, превосходное качество нанесения, обслуживание одним оператором создают благоприятный экономический эффект применения автоматической окрасочной камеры на крупных и средних мебельных производствах.
|
Оптическая рейка
На входе станка установлена оптическая рейка , которая с большим разрешением (7мм) сканирует момент прохода детали, ее размеры, положение на ленте транспортера и посылает данные в контроллер для соответствующего управления пистолетами.
Данная система позволяет сэкономить значительный объем ЛКМ при массовом и мелкосерийном производстве.
Электронная система и панель управления
ЧПУ обеспечивает работу станка в автоматическом режиме в соответствии с заданной программой.
Современная панель управления оснащена контроллером с сенсорным дисплеем. С ее помощью контролируются все функции станка: скорость подачи, скорость движения каретки, настройки пистолетов, время задержки подачи ЛКМ. Заданные настройки можно записывать в виде независимых программ и сохранять в памяти ЧПУ.
На входе станка установлена оптическая рейка , которая с большим разрешением (7мм) сканирует момент прохода детали, ее размеры, положение на ленте транспортера и посылает данные в контроллер для соответствующего управления пистолетами.
Данная система позволяет сэкономить значительный объем ЛКМ при массовом и мелкосерийном производстве.
Электронная система и панель управления
ЧПУ обеспечивает работу станка в автоматическом режиме в соответствии с заданной программой.
Современная панель управления оснащена контроллером с сенсорным дисплеем. С ее помощью контролируются все функции станка: скорость подачи, скорость движения каретки, настройки пистолетов, время задержки подачи ЛКМ. Заданные настройки можно записывать в виде независимых программ и сохранять в памяти ЧПУ.