Форматно-раскроечный центр с ЧПУ KDT KS 829 CP
Задать вопрос
Выпуск: 2016 г.
Б/У
1 450 000 руб.




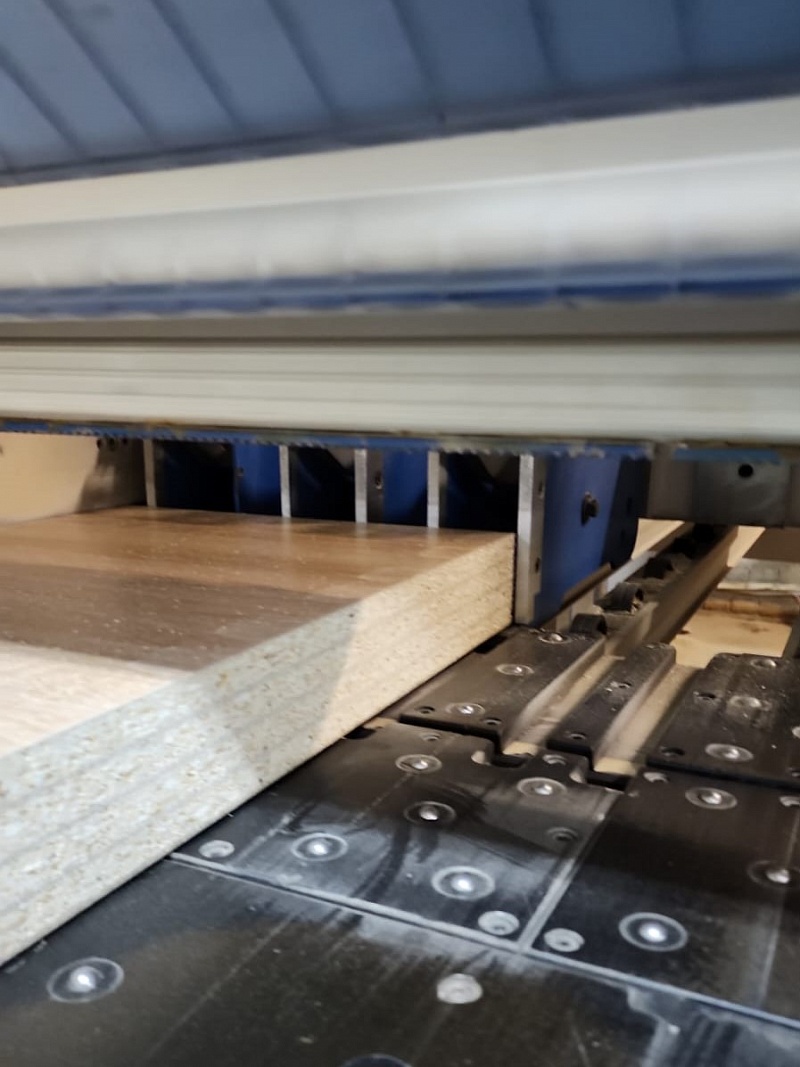





Форматно-раскроечный центр с ЧПУ KDT KS 829 CP предназначен для пакетного высококачественного раскроя ламинированных ДСП и ДВП.

Высота раскраиваемого пакета составляет 100 мм;
Надежное перемещение пильной каретки происходит за счет прямозубой рейки и шестерни с помощью сервомотора;
Cкорость рабочего хода пильной каретки до 80 м/мин;
Скорость холостого хода пильной каретки 80 м/мин;
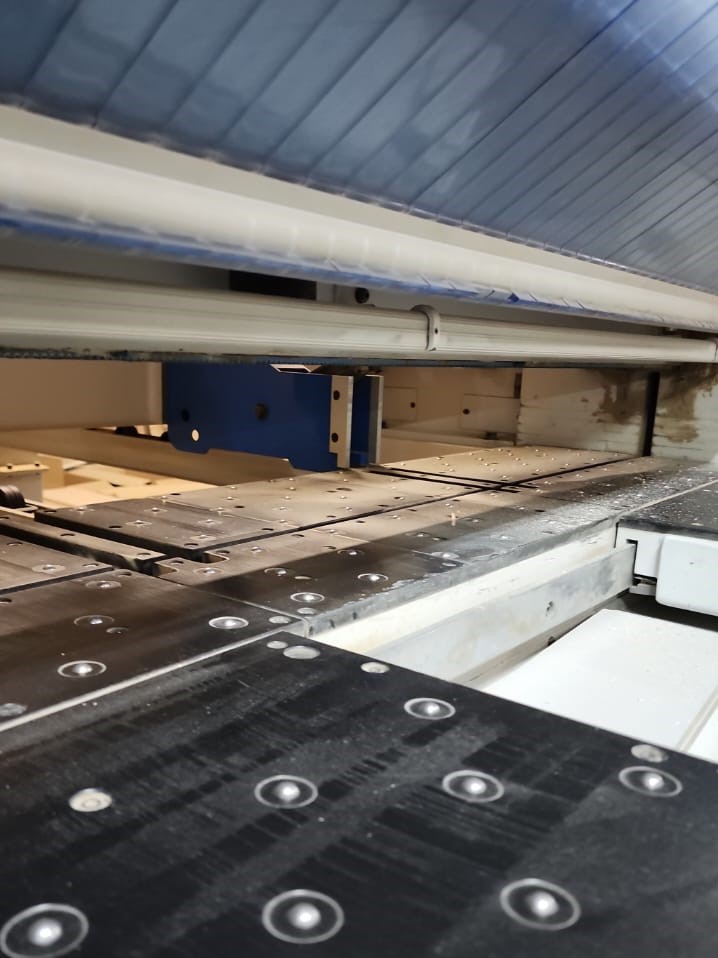
Для облегчения позиционирования заготовок, рабочие столы оборудованы системой с воздушной подушкой.
Характеристики
| Наибольшая длина пропила, мм | 2680 |
| Наибольшая высота пропила, мм | 100 |
| Скорость реза, м/мин | 5 - 80 |
| Скорость возврата пилы, м/мин | 80 |
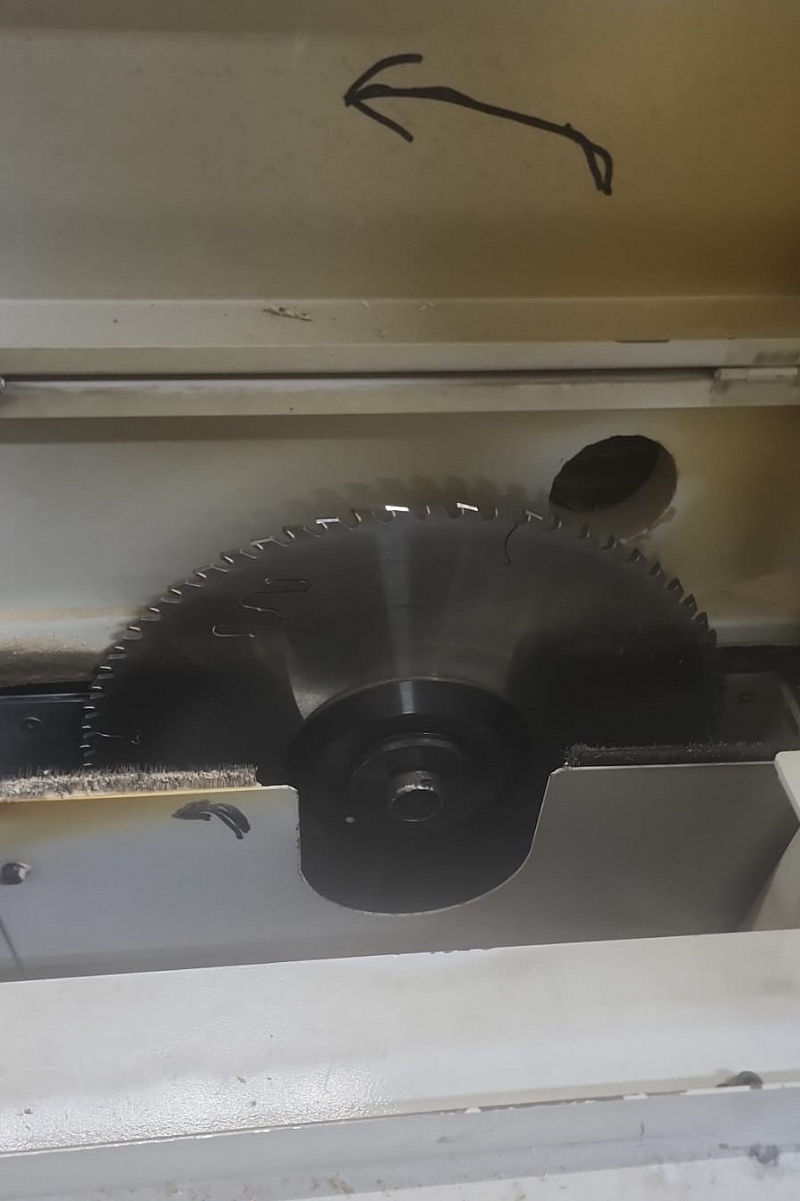
| Диаметр основной пилы, мм | 400 |
| Посадочный диаметр основной пилы, мм | 75 |
| Частота вращения основной пилы, об/мин | 4700 |
| Диаметр подрезной пилы, мм | 160 |
| Посадочный диаметр подрезной пилы, мм | 45 |
| Частота вращения подрезной пилы, об/мин | 6700 |
| Мощность эл. двигателя основной пилы, кВт | 15 |
| Мощность эл. двигателя подрезной пилы, кВт | 2,2 |
| Общая мощность станка, кВт | 19,4 |
| Габаритные размеры, мм | 4800х1350х1900 |
| Вес, кг | 4500 |
Дополнительное описание
Схема обработки:
Отличительные особенности:
Конструктивные особенности:
Станина
Станина раскроечного центра спроектирована с использованием современного программного обеспечения для учета всех нагрузок, возникающих во время работы станка. Выполнена из толстостенного стального профиля, что обеспечивает хорошую устойчивость и стабильную работу на весь срок эксплуатации станка.
Программный толкатель
Станок оснащен программным толкателем, который обеспечивает деликатный захват плитного материала и точное позиционирование заготовок на линию пропила. Перемещение толкателя осуществляется при помощи высокоточного сервомотора посредством передачи шестерня-рейка.
Захваты спроектированы таким образом, чтобы усилие на плитный материал воздействовало строго перпендикулярно поверхности плиты, тем самым исключая смещения заготовки во время срабатывания захвата.
Пильный узел
На литой чугунной платформе, которая установлена в стальной толстостенной сварной раме особой конструкции.
Станок в базовом исполнении снабжен серводвигателями привода. Мощность двигателя основной пилы 15 кВт (опционально 18 кВт), подрезной пилы 2,2 кВт. Сам пильный узел имеет большую массу для более стабильной работы. Привод пильной каретки осуществляется при помощи механизма шестерня-рейка.
Усовершенствованная конструкция захватов.
Система безопасности зоны распила.
Боковой выравниватель
Позволяет точно позиционировать заготовки перед пилением.
Отполированная, хромированная, массивная направляющая линейка
Не боится ударов заготовкой или пачкой заготовок и гарантирует правильность геометрии при пилении.
Мощные стальные цилиндрические направляющие пильной каретки
Обеспечивают правильную геометрию, точность и плавность хода.
Приемные-подающие столы
Приемные-подающие столы с воздушной подушкой предотвращают появление царапин при перемещении заготовок, облегчают перемещение пачки плит.
Совместим с мебельными конструкторами
Раскроечные центры KDT полностью совместимы с популярными мебельными конструкторами, такими как Базис, bCAD, K3-мебель, что позволяет автоматизировать всю производственную цепочку и интегрировать в систему штрихкодирование заготовок.
Электронные компоненты
Электронные компоненты от ведущих производителей: MW, SIEMENS, SCHNEIDER electric. Все электронные компоненты собраны в одном защищенном блоке.
Станок также оснащен системой автоматической смазки направляющих программного толкателя и подъема - опускания пил. Цикл смазки задается и отслеживается непосредственно системой ЧПУ.
За качество поступаемого в пневмосистему воздуха отвечает штатный узел подготовки воздуха с влагоотделителем и маслораспылителем.
Блок подготовки воздуха
C помощью которого регулируется общее давление в пневмосистеме, а также первичная фильтрация подаваемого в станок воздуха.
Станина
Станина раскроечного центра спроектирована с использованием современного программного обеспечения для учета всех нагрузок, возникающих во время работы станка. Выполнена из толстостенного стального профиля, что обеспечивает хорошую устойчивость и стабильную работу на весь срок эксплуатации станка.
Программный толкатель
Станок оснащен программным толкателем, который обеспечивает деликатный захват плитного материала и точное позиционирование заготовок на линию пропила. Перемещение толкателя осуществляется при помощи высокоточного сервомотора посредством передачи шестерня-рейка.
Захваты спроектированы таким образом, чтобы усилие на плитный материал воздействовало строго перпендикулярно поверхности плиты, тем самым исключая смещения заготовки во время срабатывания захвата.
Пильный узел
На литой чугунной платформе, которая установлена в стальной толстостенной сварной раме особой конструкции.
Станок в базовом исполнении снабжен серводвигателями привода. Мощность двигателя основной пилы 15 кВт (опционально 18 кВт), подрезной пилы 2,2 кВт. Сам пильный узел имеет большую массу для более стабильной работы. Привод пильной каретки осуществляется при помощи механизма шестерня-рейка.
Усовершенствованная конструкция захватов.
Система безопасности зоны распила.
Боковой выравниватель
Позволяет точно позиционировать заготовки перед пилением.
Отполированная, хромированная, массивная направляющая линейка
Не боится ударов заготовкой или пачкой заготовок и гарантирует правильность геометрии при пилении.
Мощные стальные цилиндрические направляющие пильной каретки
Обеспечивают правильную геометрию, точность и плавность хода.
Приемные-подающие столы
Приемные-подающие столы с воздушной подушкой предотвращают появление царапин при перемещении заготовок, облегчают перемещение пачки плит.
Совместим с мебельными конструкторами
Раскроечные центры KDT полностью совместимы с популярными мебельными конструкторами, такими как Базис, bCAD, K3-мебель, что позволяет автоматизировать всю производственную цепочку и интегрировать в систему штрихкодирование заготовок.
Электронные компоненты
Электронные компоненты от ведущих производителей: MW, SIEMENS, SCHNEIDER electric. Все электронные компоненты собраны в одном защищенном блоке.
Станок также оснащен системой автоматической смазки направляющих программного толкателя и подъема - опускания пил. Цикл смазки задается и отслеживается непосредственно системой ЧПУ.
За качество поступаемого в пневмосистему воздуха отвечает штатный узел подготовки воздуха с влагоотделителем и маслораспылителем.
Блок подготовки воздуха
C помощью которого регулируется общее давление в пневмосистеме, а также первичная фильтрация подаваемого в станок воздуха.