4-осевой токарный центр WEMAS TURN 300 CNC - Y
Задать вопрос


Характеристики
|
Рабочая область: | |
|
- Ось Х, мм | 185 |
|
- Ось Y, мм | 80 (+/- 40) |
|
- Ось Z, мм | 1 460 |
|
Индексация оси С
| 0,001° |
|
Максимальный диаметр обработки над станиной, мм | 780 |
|
Максимальный диаметр точения, мм | 300 |
|
Максимальная длина точения, мм | 410 |
|
Главный шпиндель: | |
|
Торец шпинделя | А 2-5 DIN 55026 |
|
Диаметр отверстия шпинделя, мм | 56 |
|
Максимальный диаметр прутка, мм | 45 |
|
Привод главного шпинделя I: | |
|
Главный привод
| AC-Fanuc |
|
Мощность привода (100% /60% ED), кВт | 5,5 / 7,5 |
|
Диапазон скоростей, об/мин | 5 – 6.000 |
|
Крутящий момент при (100% / 25% ED) | |
|
Рабочая подача, мм/об. | 0,001 – 500 |
| Инструментальная головка: | |
|
Исполнение
| револьверная головка, радиальная |
|
Количество инструмента
| 12 |
|
Количество приводного инструмента
| 12 |
|
Крепление инструмента
| VDI 30 |
| Время смены инструмента, сек. | 0,6 |
|
Мощность приводного инструмента (100% / 60% ED), кВт | 3,7 / 5,5 |
| Максимальный диаметр приводного инструмента | ∅ 20 / M 16 |
|
Приводы осей: | |
|
Оси X, Y, Z1
| серводвигатели с цифровым управлением FANUC |
|
Скорость перемещений: | |
|
Быстрый ход по оси X, м/мин | 20 |
|
Быстрый ход по оси Z1, м/мин | 20 |
|
Быстрый ход по оси Y, м/мин | 7 |
|
Система охлаждения I (стандарт): | |
|
Емкость бака СОЖ, л | 100 |
|
Рабочее давление, Бар | 3 |
| Расход электроэнергии: | |
| Значение подводимого напряжения, кВ*А | 40 |
| Защита сети от перегрузки, А | 80 |
| Электропитание, В | 3 x 400 |
|
Система ЧПУ | FANUC 0i TD |
| Габариты станка, мм | 4150х2150х 2335 |
| Вес, кг | 7610 |
Дополнительное описание
Стандартная комплектация:- Система ЧПУ
- FANUC 0i TD
- Линейные роликовые направляющие по всем осям
- Револьверная головка на 12 позиций (12 приводных), с серводвигателем FANUC
- Полная ось С
- Полная ось Y
- Механизированный патрон 165 мм главного шпинделя ( вкл. 1 комплект жестких + мягких кулачков)
- Транспортер стружки
- Тележка для стружки
- Продувка воздухом – главный шпиндель
- Программируемая задняя бабка
- Централизованная подача смазки
- Гидравлический агрегат
- Закрытая рабочая зона
- Освещение рабочей зоны
- Инструкция по эксплуатации, электрические схемы, руководство по программированию (в стандартной комплектации с машиной документация поставляется в цифровом виде на CD. Если необходима документация в бумажном виде, то ее необходимо дополнительно заказывать).
- Вспомогательный инструмент
- ЧПУ SIEMENS 840 D 1
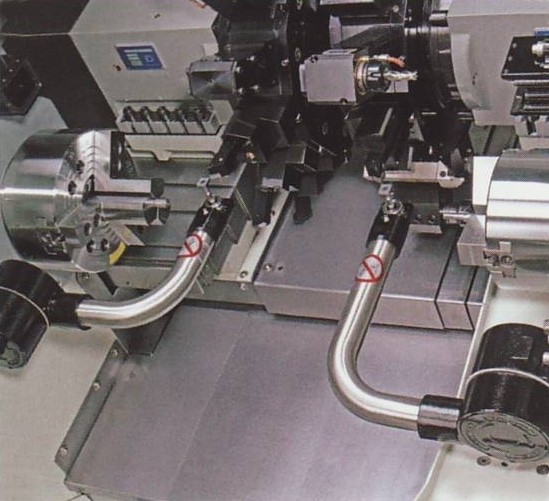
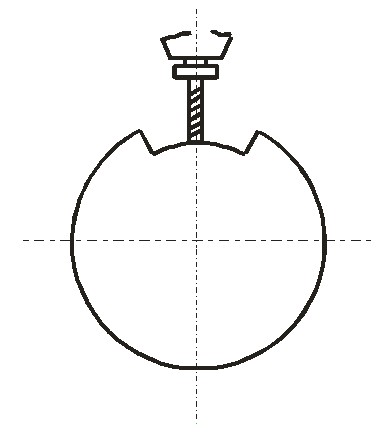 |  | 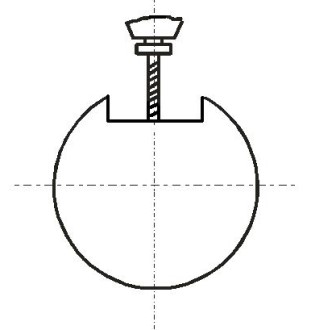 |
| Фрезерование с осью С, без оси Y | Фрезерование с осями C и Y | |
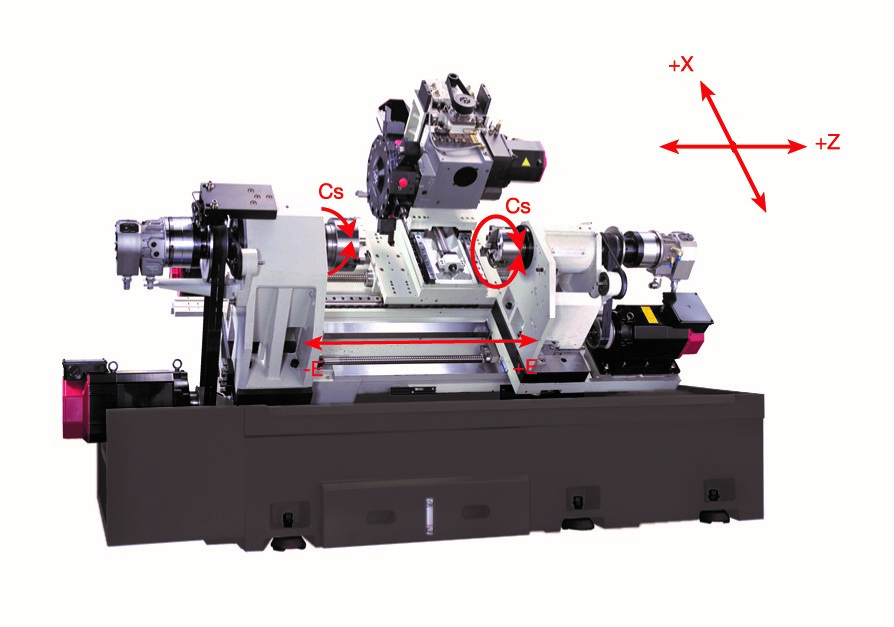
Рабочий шпиндель имеет несколько опор и проводится через прецизионный подшипник. Эта конструкция обеспечивает самую высокую предельно допустимую нагрузку на шпиндель и контролирует плавный ход даже при самом трудном резании металла. Подшипники шпинделя класса P4 обеспечивают высокую осевую и радиальную устойчивость. Вся конструкция шпинделя выполнена в виде картриджа, что обеспечивает наибольшее удобство эксплуатации и позволяет максимально быстро заменить шпиндель в случае соударения. Станок в стандартном исполнении оборудован полноценной осью C1. Станок также оборудован гидравлическим зажимным цилиндром для работы, как с кулачковыми, так и цанговыми патронами.
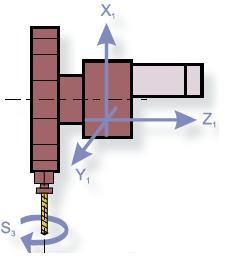
В конструкции уделено большое значение высококачественному и точному исполнению оси Y. Направляющие осей X и Y расположены относительно друг друга под углом 90°. Это расположение обеспечивает простоту выполнения всех сверлильных и фрезерных работ, так как для обычных работ необходимо движение только по одной оси. Таким образом, можно легко выполнить повторное вычисление координат движения по осям C1/C2. В стандартную комплектацию включена опция «Диалогового программирования», что позволяет программировать вручную, не используя внешние системы CAD/CAM.
Шариково-винтовые пары выполнены с предварительным натягом. Все оси приводятся в движение цифровыми приводами переменного тока Fanuc. В сочетании с соответствующей системой измерения перемещений обеспечивается точнейшее позиционирование.
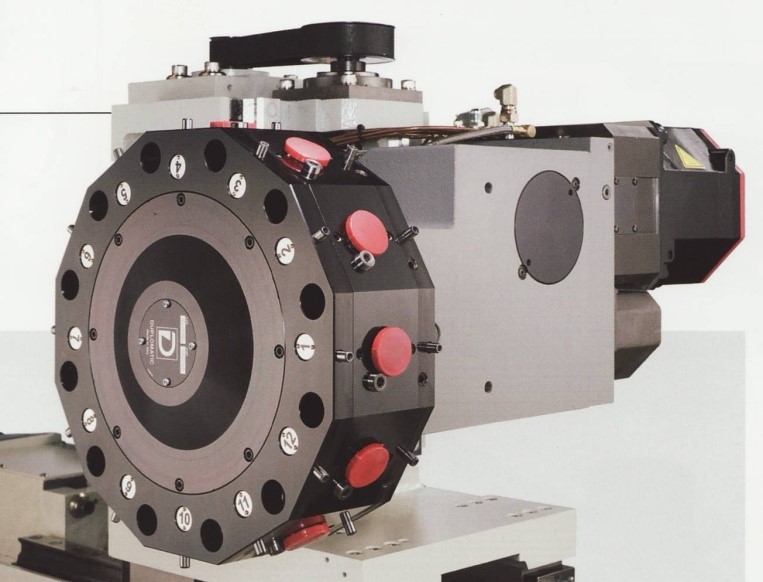
Станок в стандартном исполнении оборудован 12-ти позиционной инструментальной револьверной головкой для оснастки по стандарту VDI с приводными инструментами. Револьвер во всех положениях можно оснастить приводными инструментами. Расположение - радиальное. Таким образом, обеспечивается наибольшая гибкость при оснащении инструментами. Инструментальная револьверная головка автоматически переключаются в оба направления, чтобы сократить время на замену инструментов. Благодаря применению сервоприводов время на замену инструмента можно значительно сократить и довести приблизительно до 0,6 сек.
Станок при желании можно оснастить системой автоматического измерения инструментов. Измерение инструментов выполняется непосредственно на станке, его результаты сразу же можно занести в таблицу инструментов. На станке можно выполнять коррекцию инструмента без демонтажа инструментов из револьверного диска.
Обшивка рабочей зоны и управление станком.
Станок в стандартном исполнении поставляется с обшивкой рабочей зоны. Падающие стружки и охлаждающие средства попадают только в рабочую зону станка. Под направляющей поверхностью установлен транспортер для стружки и емкость для охлаждающей жидкости. Транспортер для стружки представляет собой шарнирный ленточный конвейер и является стандартной комплектующей станка. Таким образом, стружка легко удаляется из станка.
Станок можно использовать для обработки как штучных заготовок так и пруткового проката. Соответствующие приспособления (магазины для загрузки прутка, цанговый патрон и т.д.) мы можем предложить Вам в любое время после уточнения технических подробностей. Все органы управления находятся вне рабочей зоны, таким образом, обеспечивается беспроблемное и удобное управление станком при закрытой рабочей зоне, а в пространство вокруг станка не попадают стружка и СОЖ.
Пульт управления установлен с правой стороны станка, его можно поворачивать на 90°. Таким образом, обеспечивается эргономичное управление.