Кромкооблицовочный станок MFB-III
Задать вопрос
Выпуск: 2010 г.
Б/У
380 000 руб.


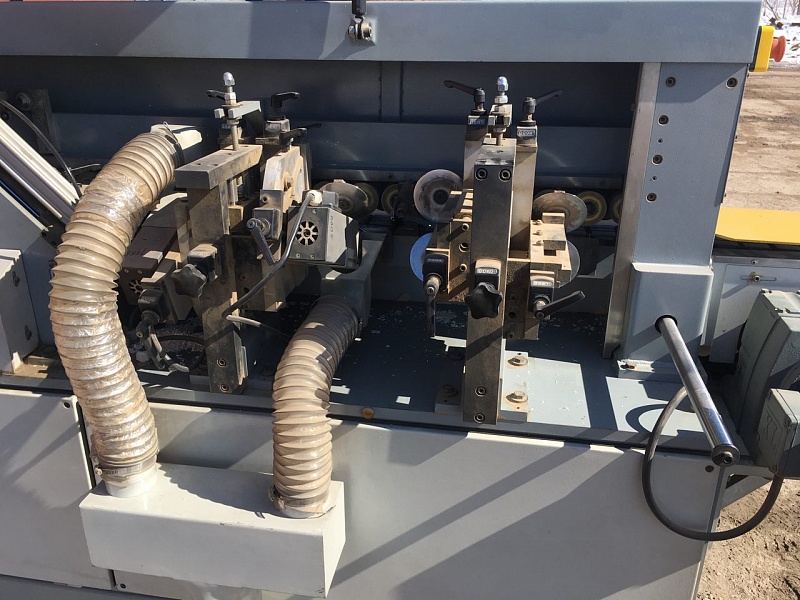


Станок предназначен для облицовки прямолинейной кромки плитных материалов. Кромочные материалы, используемые станком: полосовые и рулонные кромки (шпон, АБС, ПВХ).
• Узел предварительной обрезки кромочного материала (гильотина).
• Усилие пресс группы задается пневматически, что позволяет качественно приклеить кромочный материал к детали. Если регулировка пресс группы осуществляется механически - то одного усилия на пресс валах добиться не удастся, что приводит к частичному отклеиванию кромки.
• Два независимых узла торцевой обрезки позволяют работать на высокой скорости до 20 м/мин. Движение этих узлов осуществляется по высокоточным линейным направляющим, что обеспечивает высочайшую точность позиционирования.
• Фрезерный узел оснащен двумя высокочастотными двигателями увеличенной мощности с функцией поворота это необходимо для получения более полного и качественного радиуса обработанной кромки.
• Круглые копиры фрезерного узла позволяют более точно отслеживать заготовку в отличие от станков на которых стоят копиры в виде пластин, здесь процесс скольжения заменен процессом качения.
• Узел циклевки
• Пульт управления. Управление станком осуществляется с эргономичного выносного пульта.
• Регулировка всех узлов работающих на пневматике находится в одном месте, что значительно упрощает регулировку станка.
Характеристики
|
Минимальная длина панели, мм |
160 |
|
Минимальная ширина панели, мм |
80 |
|
Толщина панели, мм |
10-60 |
|
Ширина кромки, мм |
15-63 |
|
Скорость подачи, м/мин |
10,5/15,79 |
|
Максимальная толщина кромки, мм |
15 |
|
Мощность двигателя подачи материала, кВт |
1,3/1,8 |
|
Габариты, мм |
3750х850х1380 |
|
Масса, кг |
1450 |
Дополнительное описание
• Магазин подачи кромочного материала, включает в себя приводной подающий игольчатый ролик, специальное устройство для работы со шпоном (отводчик).• Узел предварительной обрезки кромочного материала (гильотина).
• Усилие пресс группы задается пневматически, что позволяет качественно приклеить кромочный материал к детали. Если регулировка пресс группы осуществляется механически - то одного усилия на пресс валах добиться не удастся, что приводит к частичному отклеиванию кромки.
• Два независимых узла торцевой обрезки позволяют работать на высокой скорости до 20 м/мин. Движение этих узлов осуществляется по высокоточным линейным направляющим, что обеспечивает высочайшую точность позиционирования.
• Фрезерный узел оснащен двумя высокочастотными двигателями увеличенной мощности с функцией поворота это необходимо для получения более полного и качественного радиуса обработанной кромки.
• Круглые копиры фрезерного узла позволяют более точно отслеживать заготовку в отличие от станков на которых стоят копиры в виде пластин, здесь процесс скольжения заменен процессом качения.
• Узел циклевки
• Пульт управления. Управление станком осуществляется с эргономичного выносного пульта.
• Регулировка всех узлов работающих на пневматике находится в одном месте, что значительно упрощает регулировку станка.