Автоматический кромкооблицовочный станок FL-530U "Filato"
Задать вопрос







Характеристики
| Толщина кромочного материала, мм | 0,4 - 3 |
| Толщина детали, мин/макс, мм | 10 - 60 |
| Размеры обрабатываемой детали (мин.), мм:
- длина - ширина |
120 60 |
| Скорость подачи, м/мин | 6 - 20 |
| Фрезы узла предварительного фрезерования - 2 шт., мм | Ø120 х Ø30 х h42 |
| Мощность двигателей, кВт | 2,2 |
| Обороты фрез, об/мин | 12 000 |
| Мощность двигателей торцовки, кВт | 2 х 0,37 |
| Обороты пил, об/мин | 12 000 |
| Фрезы узла снятия свесов кромки по плоскости - 2 шт., мм | Ø75; Z = 4; R2 |
| Мощность двигателей - 2 шт., кВт | 2 х 0,37 |
| Обороты, об/мин | 12 000 |
| Полировальный узел | |
| Мощность, кВт | 2 х 0,18 |
| Обороты, об/мин | 1400 |
| Патрубки системы аспирации, мм | 2 х Ø100 |
| Общая мощность, кВт | 11,08 |
| Питающее напряжение (3 фазы), В | 380 |
| Давление сжатого воздуха, Bar | 6,5 |
| Габаритные размеры, мм | 4765х850х1380 |
| Вес, кг | 1700 |
Дополнительное описание
|
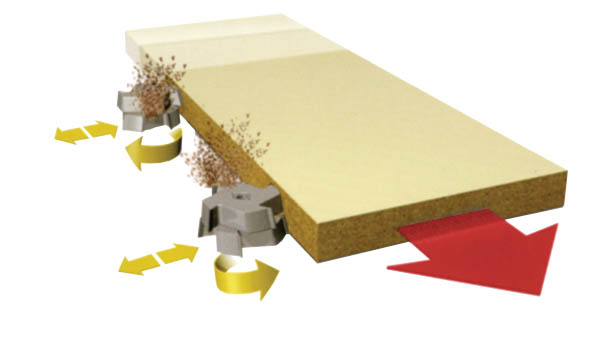
Предварит.
фрезерование
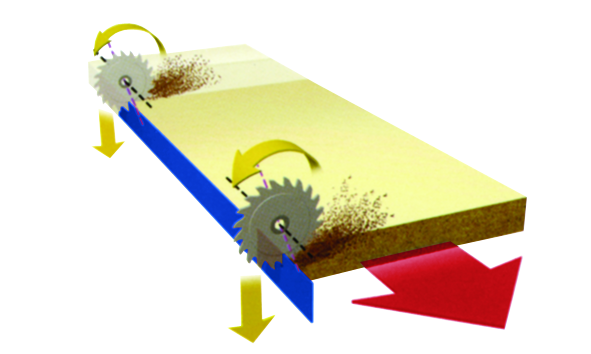
| Торцовка |
Фрезеровка
свесов
| Обкатка углов |
Циклевка
радиусная
| Полиров. |
 |  |  |  |  |
 |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
 |
Узел предварительного фрезерования Предназначен для предварительной прифуговки торца заготовок перед приклеиванием кромки. Устраняет сколы после раскроя и ступеньку от подрезной пилы выравнивает геометрию детали(первый мотор работает в направлении подачи, второй против - для исключения сколов), макс припуск на обработку 3 мм. Узел прифуговки состоит из двух высокочастотных двигателей 12000 об/мин, 2,2 кВт TEKNOMOTOR (Италия). |
  |
|
 |
Блокировка подачи Блокировка позволяет подавать заготовки на минимально безопасном расстоянии друг от друга.
|
 |
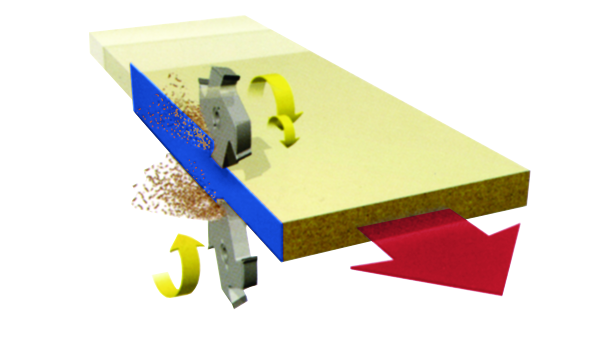
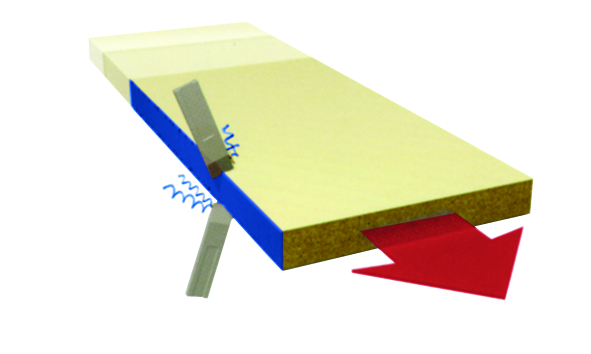
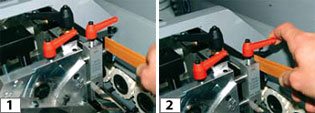
Узел предварительной обрезки Состоит из двух узлов 1 (ТИП НОЖНИЦ) Узел предварительной обрезки(тип ножниц) для тонкой кромки(0.4-1 мм)
|
 |
2 (тип нож) Узел предварительной обрезки (тип нож) для толстой кромки (2-3 мм).
|
 |
Пресс группа Зона прижима состоит из трех роликов. Первый ролик большого диаметра приводной, второй и третий допресовочные - конусные. Отличительные особенности:
Пневматическая регулировка усилия прижима роликов позволяет подобрать и проконтролировать необходимое значение для прижима кромки. |
  |
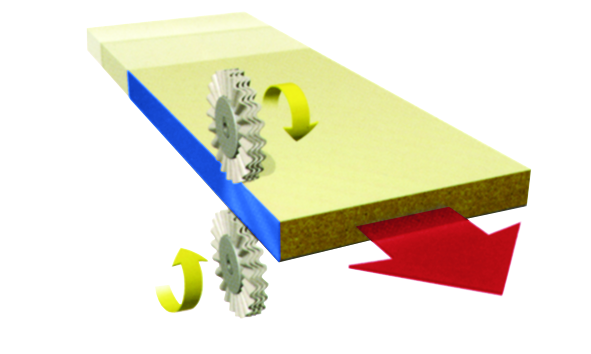
Узел торцевой обрезки Два промышленных двигателя (12000 об/мин) 2x0,37 кВт TEKNOMOTOR (Италия)
Данная система зарекомендовала себя как надежная и стабильная в течение всего срока эксплуатации. Отличительные особенности: |

 |
Фрезерный узел Два промышленных двигателя (12000 об/мин) 2х0,37 кВт TEKNOMOTOR (Италия).
Копиры круглые большого диаметра:
|
  |
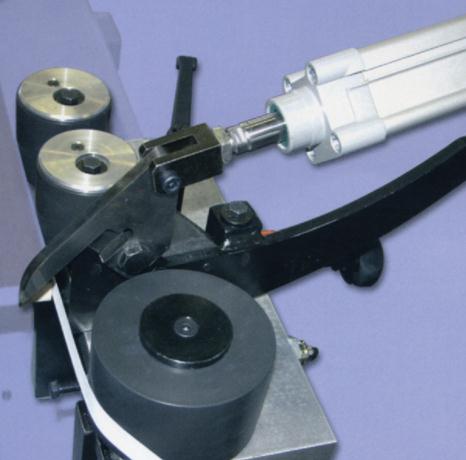
Узел радиусной цикли Узел финишной обработки кромки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла. Цикля необходима также для обработки 3D, комбинированной и акриловой кромки.
Узел оснащен системой аспирации. Стружка с циклевочного узла попадает в накопитель. Исключена возможность попадания стружки под копиры. (опция) |
 |
|
 |
Подача жидкости в зону резания В зону резания цикли подается жидкость из специального стакана. Подача жидкости обеспечивает:
|
 |
Полировальный узел Полировка необходима для финишной обработки кромки. Данная операция обеспечивает:
Полирующий агрегат – два двигателя, два полирующих диска, частота вращения 1400 об/мин 2х0,18 кВт. |
 |
Настройка Регулировка всех узлов работающих на пневматике находится в одном месте, что значительно упрощает регулировку станка. |
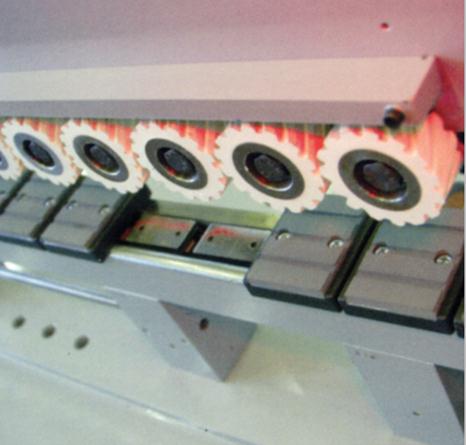 |
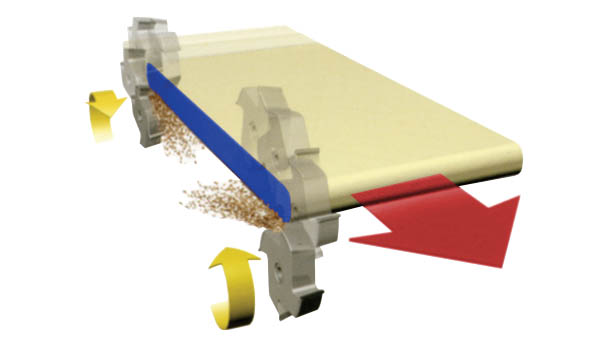
Подающий конвейер Деталь подается цепным конвейером с обрезиненными башмаками. Ширина башмаков 80мм. Этот тип подачи более надежно фиксирует и перемещает деталь вдоль станка. Привод-мотор-редуктор. Скорость перемещения заготовки меняется плавно от 6-20 м/мин. Это позволяет подобрать оптимальные режимы обработки необходимые заказчику. Деталь прижимается к конвейеру прижимной балкой с двухрядными роликами, установленными в шахматном порядке, чтобы максимально жестко зафиксировать деталь на конвейере. |